-

-
Как продвинуть сайт на первые места?Вы создали или только планируете создать свой сайт, но не знаете, как продвигать? Продвижение сайта – это не просто процесс, а целый комплекс мероприятий, направленных на увеличение его посещаемости и повышение его позиций в поисковых системах.Ускорение продвиженияЕсли вам трудно попасть на первые места в поиске самостоятельно, попробуйте технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Если ни один запрос у вас не продвинется в Топ10 за месяц, то в SeoHammer за бустер вернут деньги. Начать продвижение сайта
-
Сервис онлайн-записи на собственном Telegram-ботеТот, кто работает в сфере услуг, знает — без ведения записи клиентов никуда. Мало того, что нужно видеть свое расписание, но и напоминать клиентам о визитах тоже. Нашли самый бюджетный и оптимальный вариант: сервис VisitTime.
Для новых пользователей первый месяц бесплатно. Чат-бот для мастеров и специалистов, который упрощает ведение записей: — Сам записывает клиентов и напоминает им о визите;
— Персонализирует скидки, чаевые, кэшбэк и предоплаты;
— Увеличивает доходимость и помогает больше зарабатывать; Начать пользоваться сервисом
| Форзацприклеечный автомат |
|
Страница 1 из 4 Форзацприклеечный автомат В изданиях разных типов к тетрадям могут быть присоединены дополнительные элементы: форзацы, иллюстрации, карты, дробные части листа и т.п. Для книг в твердом переплете форзацы являются обязательным элементом, поскольку служат соединительной связью между блоком и переплетной крышкой. Другие приклейные элементы могут быть как в книгах с твердым переплетом, так и в мягкой обложке или в брошюрах.
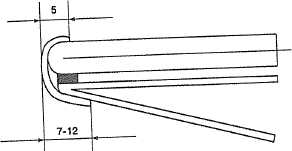
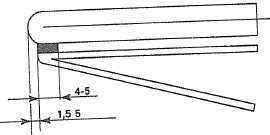
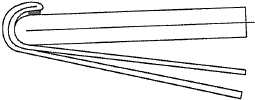
Виды приклеек форзаца к тетради и окантовка склейки Дополнительные элементы, которые присоединяются к тетради снаружи, называются приклейками. Элементы, которые присоединяются к любой странице в середине тетради, называются вклейками. Простые приклейки и вклейки обычно равны формату издания. Наибольшего внимания требует операция приклейки форзацев, поскольку это соединение обеспечивает прочность всей книги. Назначение форзаца—скрепление книжного блока с переплетом. Для изготовления форзацев используют специальную форзацную бумагу, которая должна быть водостойкой, а также иметь достаточную механическую прочность. Обычно используется бумага массой 60—160 г/м2 Масса форзацной бумаги должна увеличиваться с увеличением объема блока. Приклейка форзаца к тетради выполняется с некоторым отступом от корешкового фальца (рис. 1). При шитье тетради нитками отступ составляет 1 — 2 мм, при бесшвейном скреплении — не менее 5 мм. Для тетрадей, сшитых термонитями, отступ форзацев от фальца не выполняют. Простой приклейный форзац применяется для блоков объемом не более 300 — 400 страниц. При больших объемах он не обеспечивает достаточной прочности скрепления блока с переплетом. В этом случае после приклейки форзац окантовывают вместе с тетрадью полоской бумаги или ткани шириной 16—18 мм. Окантовка повышает прочность форзаца по всей длине фальца, улучшает его соединение с тетрадью, предотвращает разрушение фальцев форзацев и крайних тетрадей под действием рабочих инструментов (при крутлении, отгибке фальцев и т.п.) и укрепляет соединение блока с переплетом. Основными недостатками окантовки форзацев являются: увеличение жесткости корешкового сгиба тетради; чрезмерное утолщение тетради в месте окантовки; наличие выступающих концов окантовочной полоски, которая мешает шитью тетрадей на ниткош-вейных автоматах. Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок. — Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта. — Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы). — SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание. SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение Схемы построения приклеечных автоматов Приклеечные автоматы в настоящее время бывают двух типов:
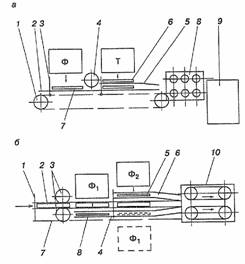
Приклейка форзаца к тетради является наиболее традиционной, она используется давно, и потому все приклеечные автоматы, которые выпускались в нашей стране, строились именно по этой схеме. Суть ее состоит в следующем. На рис 2, а изображена технологическая схема приклеенного автомата для приклейки дополнительных элементов к тетради Форзац 7, выведенный из магазина Ф, попадает на неподвижный стол 2, где подхватывается упором 3 цепного транспортера 1 и ведется мимо клеевого аппарата 4 Последний наносит на форзац тонкую полоску клея Если форзац находится в зоне магазина тетрадей Т, из него выводится на угольник 5 тетрадь 6 и также подхватывается упором 3 транспортера, при этом головки форзаца и тетради выравниваются Поскольку полуфабрикаты 7 и б двигаются по разным направляющим, можно получить необходимую величину отступа корешков Двигаясь дальше, тетрадь и форзац постепенно сближаются, попадают в роликовое обжимное устройство 8, затем — на приемный стол 9, где укладываются в каскадный поток.
Технологические схемы построения приклеенных автоматов Автомат для приклейки форзацев к блоку (рис 2, б) работает следующим образом Блок 2, который находится в канале, ведется упором 1 цепного транспортера 7 мимо двух клеевых аппаратов 3, которые расположены снаружи При этом на его корешковую зону наносятся две узкие полоски клея В это время самонакладом форзацев Ф1 в канал 4 выводится форзац 8, который подхватывается упором 1 и вместе с блоком попадает в зону самонаклада Ф2, который отделяет и выводит в канал 6 второй форзац 5 Этот форзац также попадает под упор транспортера Итак, блок и два форзаца, расположенные с двух сторон, двигаются параллельно каждый в своем канале. Такой принцип обеспечивает возможность получения, при необходимости, смещения форзацев относительно корешка блока Постепенно, с помощью каналов, форзацы приближаются к блоку, затем плотно прижимаются в плоскоременном обжимном устройстве 10 и вместе с блоком поступают на следующую операцию. На схеме самонаклад и приемное устройство не показаны, поскольку автомат может быть агрегатирован с одной стороны с подборочной машиной, а с другой — с машиной бесшвейного скрепления. Расположение самонакладов может быть как односторонним соответственно движению блока. Движение полуфабрикатов непрерывное в направлении длины блока. Сервис онлайн-записи на собственном Telegram-боте
Попробуйте сервис онлайн-записи VisitTime на основе вашего собственного Telegram-бота:— Разгрузит мастера, специалиста или компанию; — Позволит гибко управлять расписанием и загрузкой; — Разошлет оповещения о новых услугах или акциях; — Позволит принять оплату на карту/кошелек/счет; — Позволит записываться на групповые и персональные посещения; — Поможет получить от клиента отзывы о визите к вам; — Включает в себя сервис чаевых. Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе С технологической точки зрения такой способ построения имеет ряд преимуществ форзацы приклеиваются к тетрадям блока без отступа от фальца корешка, и блоки с переплетом скрепляются прочнее, повышается надежность работы подборочных и ниткошвейных машин, которые не должны обрабатывать тетради с приклейками, высокая производительность приклеечного автомата, которая обеспечивается за счет одновременной приклейки обоих форзацев, перенесение технологической операции приклейки форзацев на более позднюю стадию способствует сокращению продолжительности технологического процесса изготовления блока, замене операционной машины агрегатированной секцией поточной линии для обработки блока. В этом случае приклеечный автомат превращается в блокообрабатывающую машину Недостатками этой схемы являются невозможность выполнения окантовки склеек крайних тетрадей с форзацем, возникают проблемы во время невывода одного из форзацев, блок необходимо вывести из поточной линии или остановить машину. В дальнейшем приклеенные автоматы для приклейки форзаца к тетради будем называть автоматами I типа, для приклейки форзацев к блоку — автоматами II типа. Следует заметить, что использование технологии приклейки форзацев к блоку на отечественных предприятиях пока не получило распространения.
|