-

-
Как продвинуть сайт на первые места?Вы создали или только планируете создать свой сайт, но не знаете, как продвигать? Продвижение сайта – это не просто процесс, а целый комплекс мероприятий, направленных на увеличение его посещаемости и повышение его позиций в поисковых системах.Ускорение продвиженияЕсли вам трудно попасть на первые места в поиске самостоятельно, попробуйте технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Если ни один запрос у вас не продвинется в Топ10 за месяц, то в SeoHammer за бустер вернут деньги. Начать продвижение сайта
-
Сервис онлайн-записи на собственном Telegram-ботеТот, кто работает в сфере услуг, знает — без ведения записи клиентов никуда. Мало того, что нужно видеть свое расписание, но и напоминать клиентам о визитах тоже. Нашли самый бюджетный и оптимальный вариант: сервис VisitTime.
Для новых пользователей первый месяц бесплатно. Чат-бот для мастеров и специалистов, который упрощает ведение записей: — Сам записывает клиентов и напоминает им о визите;
— Персонализирует скидки, чаевые, кэшбэк и предоплаты;
— Увеличивает доходимость и помогает больше зарабатывать; Начать пользоваться сервисом
| Форзацприклеечный автомат |
|
Страница 2 из 4
Механизмы приклеечных автоматов Самонаклады, форзацев и тетрадей являются основными механизмами приклеечных автоматов обоих типов и предназначены для отделения от стопы этих полуфабрикатов и подачи их в транспортирующее устройство. Используются самонаклады двух видов: с качающимися щипцами и ротационные. Самонаклады с качающимися щипцами использованы в приклеечных автоматах ТТТ-420 Харьковского завода ПМ. Их применяет также фирма «Хункелер» (Швейцария). Принцип действия этих самонакладов мало чем отличается. Они имеют магазины вертикального типа с небольшим наклоном стопы в сторону обслуживания. Отделение тетрадей и форзацев осуществляется присосами. Вывод их из магазинов на наклонный стол в виде угольника происходит с помощью щипцов, имеющих реверсивное качательное движение. Щипцы проходят через вырезы в столе и оставляют форзац или тетрадь на нем. Там полуфабрикаты подхватываются упорами транспортера и отводятся в сторону, чтобы не мешать щипцам возвратиться в исходное верхнее положение. Самонаклады имеют блокировку на случай невывода форзаца. Устройства отделения тетрадей или форзацев самонаклада приклеечного автомата состоят из механизма присосов, устройства торможения тетради, раздувателей и устройства облегчения вывода.
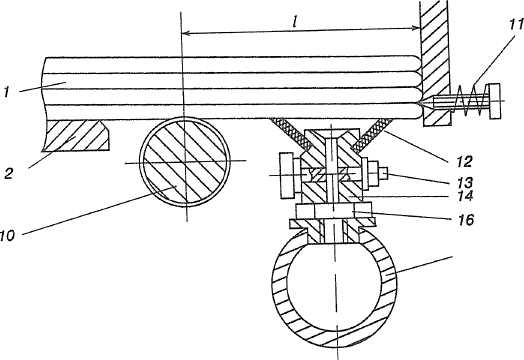
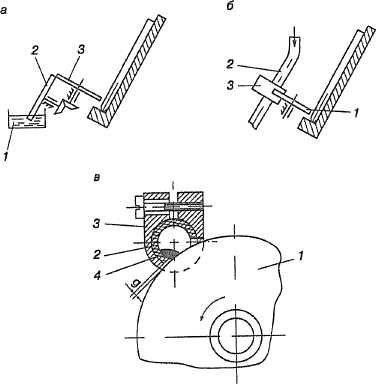
Устройства отделения тетради приклеенного автомата ТП-420 На рис. 3 показан вид сверху магазина самонаклада. Стопа тетрадей или форзацев 1 загружается на дно магазина, спереди ее ограничивают угольники 9 и передние планки 6. Эти элементы магазина имеют в своей нижней части устройства торможения — регулировочные винты 4 с острым наконечником, для предотвращения самоотвинчивания имеются пружины 11. Для облегчения отделения тетрадей или форзацев посередине стопы на уровне дна магазина установлен раздуватель 15. Угольники 9, планки 6 и раздуватель 15 монтируются на неподвижной направляющей 8 стопорными винтами 7, их переставляют при изменении формата тетрадей. К корешковой части нижней тетради подходит вакуумная трубка 17 с присосами 5. Регулировка высоты присосов происходит завинчиванием корпуса присоса 14 с резиновой оболочкой 12 на необходимую высоту и фиксацией его гайкой 16. Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
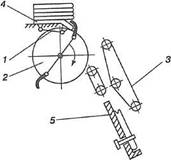
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок. — Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта. — Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы). — SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание. SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение Присосы в крайнем верхнем положении должны плотно прилегать к нижней тетради (форзаца) всей поверхностью, не поднимая стопы. В зависимости от плотности бумаги, толщины тетради и ее формата краном 13 регулируют величину вакуума в присосах. Для облегчения вывода нижней тетради служит валик 10, закрепленный в конусных центрах 3 на держателях 2. Держатели крепятся к дну магазина винтами и могут смещаться вместе с валиком 10 благодаря наличию пазов. При небольшой плотности полуфабрикатов ось передвигают ближе к передним упорам (уменьшают размер I), при большей плотности — размер увеличивают. Самонаклады ротационного типа применяют фирмы «Колбус» (Германия) на приклеечном автомате VA и «Зиглох» (Германия) на приклеечном автомате VAM (оба предназначены для приклейки форзацев к блоку) Такие самонаклады использовала фирма «Аупинг» (Германия) в моделях В-200 и KB-200 для приклейки форзацев к тетрадям Тетрадь 4 (рис 4), отогнутая присосами 1, захватывается клапанами барабана 2 ротационного листовыводного устройства и передается в плоскоременные транспортеры 3, которые выводят ее на наклонный стол 5 машины. Аналогичным способом при помощи транспортеров 7 поверх пластины б выводится форзац. Особенностью этих самонакладов является то, что для подачи полуфабрикатов в транспортирующее устройство используются плоскоременные наклонные транспортеры, которые перехватывают их от ротационных барабанов и выводят точно на наклонный стол машины (при приклейке к тетради) или в канал (при приклейке к блоку). Чтобы предотвратить повреждение полуфабрикатов, упоры подпружинены при увеличении сопротивления они смогут перейти из перпендикулярного положения и занять параллельное положение с цепью, обходя случайное препятствие. выведенных самонакладами, транспортировки их относительно клеевых аппаратов и подачи в обжимную секцию. Во всех приклеечных автоматах с этой целью применяют цепные передачи с упорами. Только в автоматах I типа она односторонняя, а в автоматах II типа — двусторонняя. Это связано с особенностью построения автоматов. У автоматов I типа транспортируются тетрадь 2 и форзац, которые имеют небольшую массу и не оказывают существенного сопротивления. В этом случае достаточно одинарной передачи 4 с упорами 3 (рис 5), которые консольно крепятся к ней. Чтобы предотвратить повреждение полуфабрикатов, упоры подпружинены при увеличении сопротивления они смогут перейти из перпендикулярного положения и занять параллельное положение с цепью, обходя случайное препятствие. Сервис онлайн-записи на собственном Telegram-боте
Попробуйте сервис онлайн-записи VisitTime на основе вашего собственного Telegram-бота:— Разгрузит мастера, специалиста или компанию; — Позволит гибко управлять расписанием и загрузкой; — Разошлет оповещения о новых услугах или акциях; — Позволит принять оплату на карту/кошелек/счет; — Позволит записываться на групповые и персональные посещения; — Поможет получить от клиента отзывы о визите к вам; — Включает в себя сервис чаевых. Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе
Схема ротационного самонаклада фирмы «Аупинг»
Транспортирующее устройство У автоматов II типа транспортировке подлежат блоки 6 с форзацами 5, масса которых может быть значительной, поэтому в них упоры 7 ведутся двумя цепями, расположенными с обеих сторон блока. Клеевые аппараты предназначены для нанесения тонкой полоски клея на боковую поверхность блока, тетради или форзаца в корешковой зоне. В автоматах обоих типов используются дисковые клеевые аппараты. В автоматах I типа клеевой аппарат один, в автоматах II типа — два для нанесения клея с обеих сторон блока. В настоящее время используются клеевые аппараты двух типов со свободной и принудительной подачей клея. В клеевых аппаратах со свободной подачей (рис 6, а) клей (обычно ПВАД) заливается в небольшую емкость-ванночку 1, из которой выводится диском 2. От него клей передается на внешнюю поверхность второго диска 3, расположенного под прямым углом, который наносит клей на форзац или тетрадь. Такой клеевой аппарат обычно имеет привод от цепного транспортера, но на случай остановки автомата, чтобы предотвратить загустение клея и образование поверхностной пленки, включается в работу индивидуальный электродвигатель, который продолжает вращение дисков. Этот аппарат имеет существенные недостатки Необходимо время от времени проводить дозаправку ванночки. Имея значительную площадь контакта с воздухом, клей непременно будет высыхать и густеть, в него будет попадать бумажная пыль. Он требует чистки и мытья после окончания работы автомата. Поэтому в последнее время применяют клеевые аппараты щелевого типа (рис. 6, б, в) с принудительной подачей клея, который поступает на наносящий диск 1 по гибкому клеепроводу 2 от насоса. Взаимное расположение деталей аппарата обеспечивает муфта 3. На рис 6, в показан разрез места образования щели, через которую выводится клеевая полоска. Клеепровод 2 имеет вырез по толщине диска Клей течет по его стенкам и попадает на диск 1, выход клея ограничен щелью (величина зазора регулируется смещением муфты относительно диска). В щелевом аппарате контакт клея с воздухом исключен, он продолжительное время имеет одинаковую консистенцию, аппарат не требует чистки. Эти аппараты производит фирма «Нордсон» (США). Обычно в клеевых аппаратах используют холодный клей ПВАД (старая технология) или термоклей (новая технология). В прикле-ечных автоматах II типа используются только клеевые аппараты с принудительной подачей, но наносящие диски имеют значительные размеры (200 — 250 мм). Они располагаются с обеих сторон блока и одновременно наносят две полоски клея. Все клеевые аппараты имеют регулировки положения диска относительно корешка, а также толщины полоски клея и ее ширины.
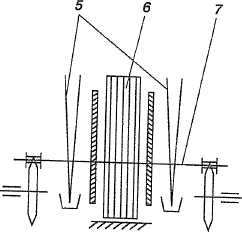
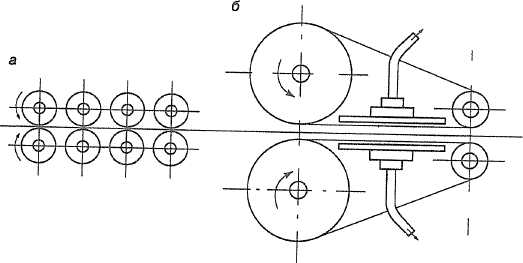
Типы клеевых аппаратов а — со свободной подачей, б, в — щелевого типа Обжимное устройство служит для лучшего соединения форзаца с тетрадью или форзацев с блоком, увеличения ее прочности. В приклеечном автомате старой модели БПА обжимное устройство состояло из двух планок, которые, приближаясь одна к одной, обжимали место соединения полуфабрикатов. Такой принцип требовал выстоя полуфабрикатов и поэтому сейчас не используется. Распространенным является применение устройств безвыстойного типа, в котором обжим полуфабрикатов происходит на ходу во время их транспортировки. В приклеечных автоматах I типа применяют устройства роликового типа (рис. 7, а), которые представляют собой два ряда фторопластовых роликов с принудительным вращением. Фторопласт предотвращает налипание клея на ролики.
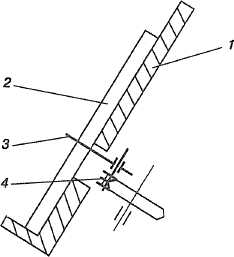
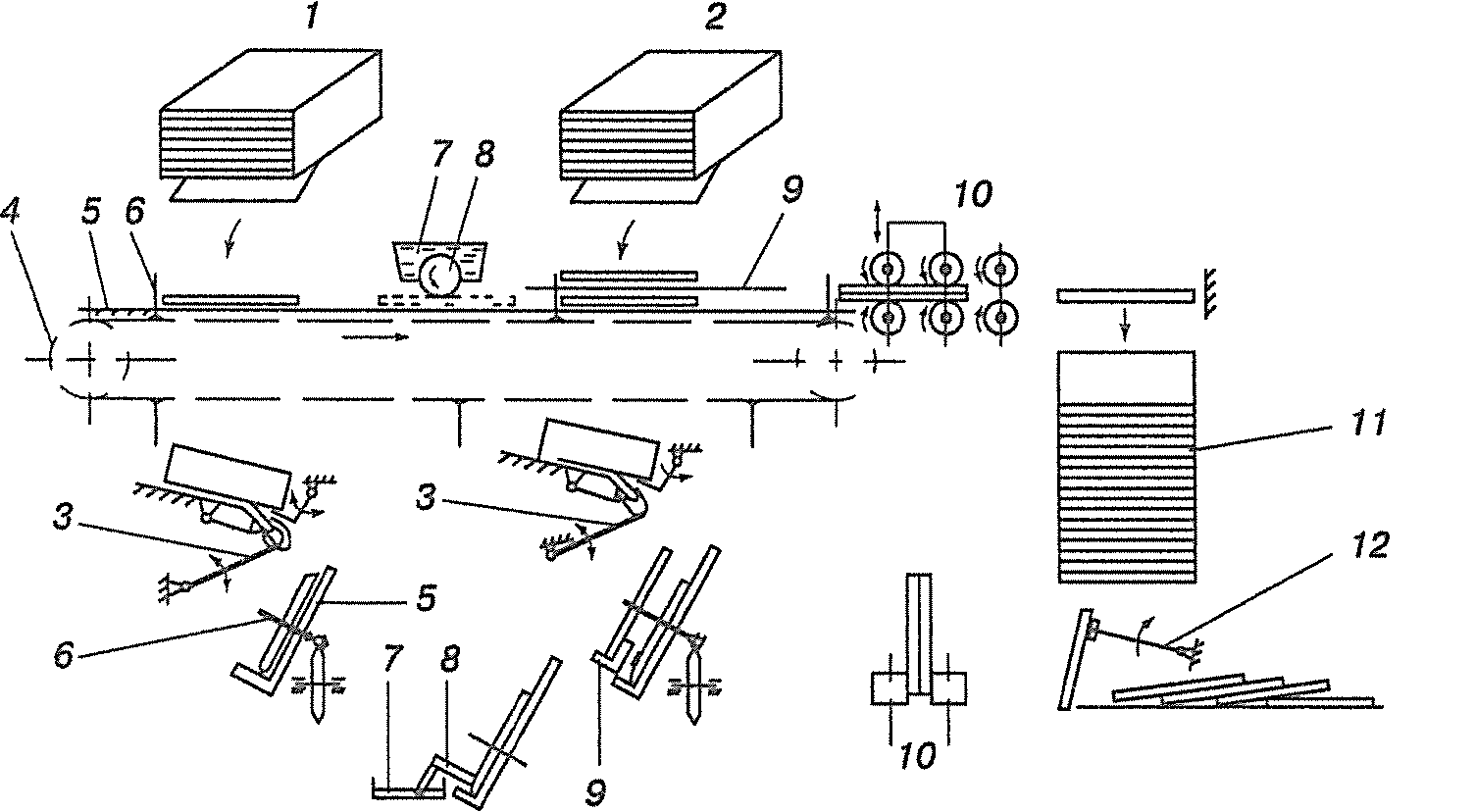
Типы обжимных устройств а — роликовое, б— плоскоременное В автоматах II типа обжимное устройство имеет другую конструкцию. Для обжима блоков используются не ролики, которые из-за значительной деформации бумаги могут образовать морщины на поверхности блоков, а широкие парные зубчато-ременные передачи (рис. 7 б), обжимающие блок с форзацами по всей плоскости корешковой зоны. Для плавного вхождения блока в обжимное устройство диаметры первых (входных) шкивов несколько больше вторых (выходных). Фирма «Зиглох« для лучшего соединения форзацев с блоком применяет вакуумно-обжимные ремни (между шкивами расположены присосы, которые обеспечивают «прилипание» форзацев к ремням для более надежного контакта с блоком). Принцип действия и конструкция приклеечного автомата Назначение и технологическая схема работы. Автомат предназначен для приклейки форзацев, иллюстраций и частей листа к внешним сторонам тетрадей. Все операции в машине автоматизированы, вручную выполняется только периодическая загрузка тетрадей и форзацев в магазины и снятие готовой продукции с приемного стола. Стопы тетрадей и форзацев загружают в соответствующие магазины самонакладов 1 и 2 (рис. 8) корешками к передним упорам (на схеме не показаны). Для приклейки форзацев к первой тетради стопа тетрадей загружается в правый магазин, а форзацы — в левый; для приклейки к последней тетради стопа тетрадей находится в левом магазине, а форзацы — в правом.
Технологическая схема приклеенного автомата ТП-420-1 Из магазинов тетрадь и форзац выводятся качающимися щипцами 3 на наклонный стол 5, по которому они передвигаются толкателями 6 цепного транспортера 4. Полоска клея из ванночки 7 наносится на форзац или тетрадь клеевым диском 8. Тетрадь и форзац к склейке транспортируются по отдельности: форзац по наклонному столу 5, тетрадь — по угольнику 9, который имеет регулировку по высоте. Этим обеспечивается необходимая величина отступа форзаца от корешка тетради. Толкателем цепного транспортера тетрадь совмещается с форзацем и подается в обжимную секцию, где происходит их обжим вращающимися роликами 10. Склейки выводятся на приемный стол и укладываются каскадом. Каждая 50-я склейка смещается специальным устройством 12.
|