-
Как продвинуть сайт на первые места?Вы создали или только планируете создать свой сайт, но не знаете, как продвигать? Продвижение сайта – это не просто процесс, а целый комплекс мероприятий, направленных на увеличение его посещаемости и повышение его позиций в поисковых системах.Ускорение продвиженияЕсли вам трудно попасть на первые места в поиске самостоятельно, попробуйте технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Если ни один запрос у вас не продвинется в Топ10 за месяц, то в SeoHammer за бустер вернут деньги. Начать продвижение сайта
-

-
Сервис онлайн-записи на собственном Telegram-ботеТот, кто работает в сфере услуг, знает — без ведения записи клиентов никуда. Мало того, что нужно видеть свое расписание, но и напоминать клиентам о визитах тоже. Нашли самый бюджетный и оптимальный вариант: сервис VisitTime.
Для новых пользователей первый месяц бесплатно. Чат-бот для мастеров и специалистов, который упрощает ведение записей: — Сам записывает клиентов и напоминает им о визите;
— Персонализирует скидки, чаевые, кэшбэк и предоплаты;
— Увеличивает доходимость и помогает больше зарабатывать; Начать пользоваться сервисом
| Форзацприклеечный автомат |
|
Страница 4 из 4
Общие сведения о скреплении блоков нитками Шитье нитками — один из самых давних способов скрепления отдельных тетрадей в книжные блоки. В настоящее время, несмотря на бурное развитие бесшвейного способа, шитье нитками остается основным видом скрепления книжных блоков для ответственных изданий (учебников, справочной литературы, энциклопедий и др). Книги, сшитые нитками, имеют наибольшую прочность и хорошую раскрываемость, с ними пока что не могут конкурировать книги, скрепленные другими способами. Существует два вида скрепления блоков нитками поблочное и потетрадное (рис. 14). При поблочном скреплении прошиваются одновременно все листы блока. При потетрадном шитье каждая тетрадь блока прошивается через корешковый фальц и скрепляется с предыдущими тетрадями теми же нитками. Поблочное шитье нитками может выполняться однониточным узловязальным и двухниточным цепочечным швом. Узловязальное шитье выполняется длинными стежками (порядка 10 см) и используется за рубежом при изготовлении малообъемных изданий, комплектуемых вкладкой. В России оно не применяется.
Классификация способов шитья нитками. Шитье блоков внакидку двухниточным швом (оно еще называется шитьем впрострочку) выполняется по месту корешкового сгиба специальными швейными машинами с одной иглой и одним крючком. Применяется этот вид шитья очень ограниченно при изготов/\.е-нии малоформатных изданий (например, сберегательных книжек). Поблочное шитье нитками втачку осуществляется двухниточным швом. Этот способ у нас и в других странах Европы не применяется, хотя достаточно распространен в книжном производстве США (школьные учебники, детские книжки, энциклопедии, словари, справочники). В России используется только потетрадное шитье блоков. Оно имеет следующие положительные черты:
Принцип работы ниткошвейного автомата Потетрадное шитье блоков нитками, которое выполняется на ниткошвейном оборудовании, состоит из таких операций:
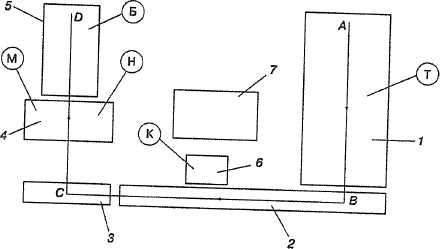
Структурная схема ниткошвейного автомата (а) и технологическая линия вывода и раскрывания тетрадей (б) Для выполнения этих операций ниткошвейный автомат имеет следующие составные части и устройства (рис 15) самонаклад-раскрыватель 1, транспортирующую систему 2, качающийся стол 3, швейный аппарат 4, приемный стол 5, клеевой аппарат б, пульт управления 7. Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
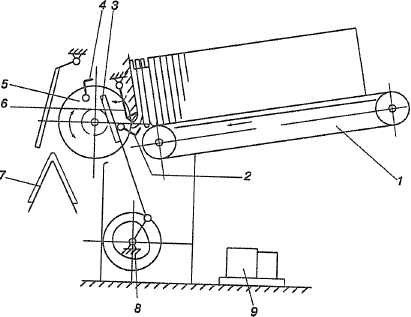
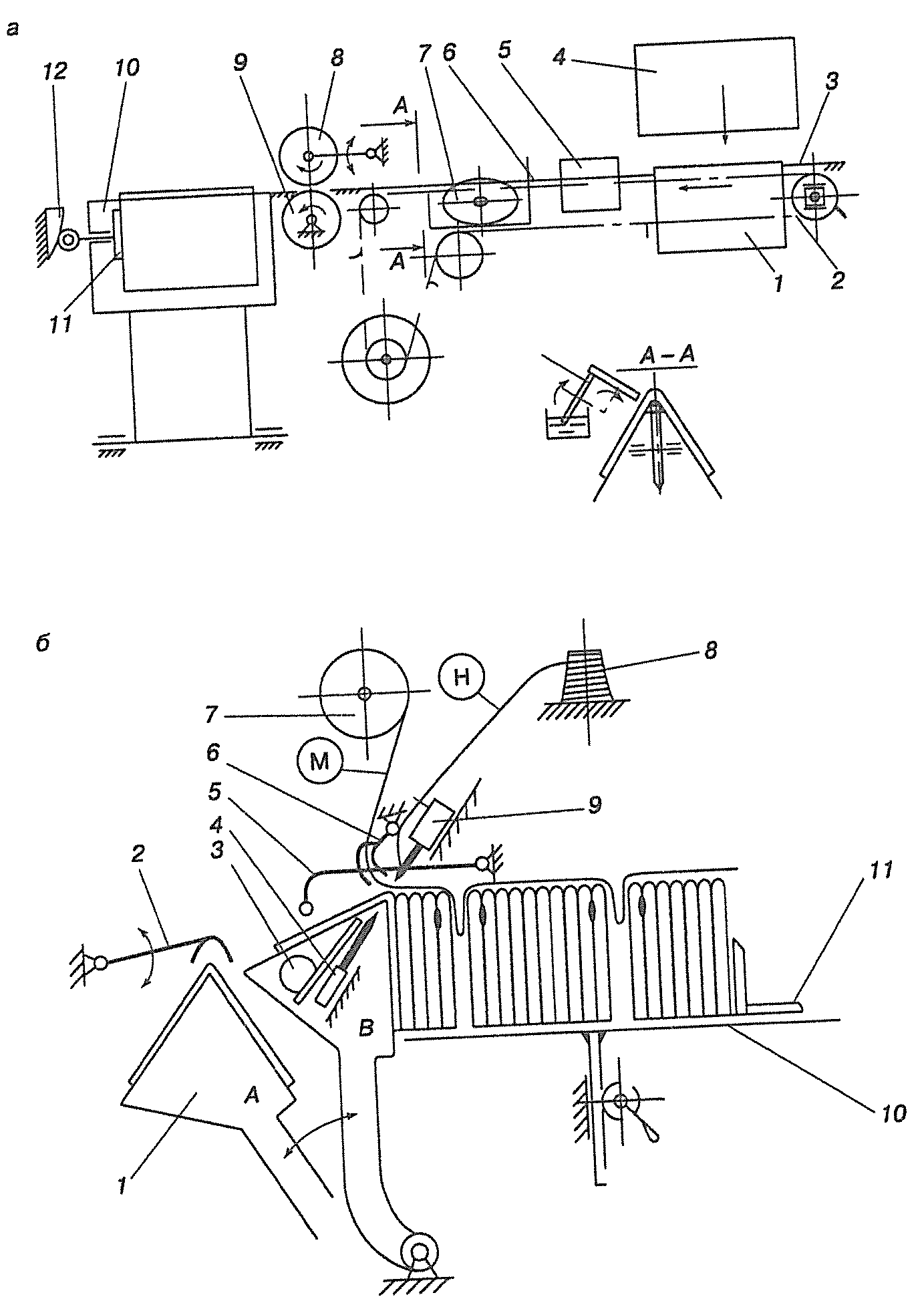
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок. — Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта. — Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы). — SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание. SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение Кроме показанных на схеме составных частей имеются также привод, вакуумная система, блокировки и другие механизмы и устройства. На структурной схеме кружочками показаны исходные полуфабрикаты, которые используются в НША Т — тетради (укладываются в самонаклад-раскрыватель), К — клей (подается в клеевой аппарат) , Н — нитки, М — марля (используются в швейном аппарате), Б — сшитые готовые книжные блоки на приемном столе. Рассматривая взаимное размещение составных частей НША, видим, что движение полуфабриката (тетрадей) в нем происходит по п-образной траектории, в которой можно выделить три технологические линии. А—В — вывод тетрадей из магазина и раскрывание их посредине, В—С — транспортировка тетрадей в швейный аппарат, C—D — шитье и вывод сшитых блоков на приемный стол. Принцип работы ниткошвейного автомата целесообразно рассматривать в соответствии с указанным выше делением. Технологическая линия вывода и раскрывания тетрадей (рис 15, б). Тетради со шлейфом укладывают в магазин горизонтального типа, опираясь корешком на ремни транспортера 1, верхняя ветвь которого двигается по настилу. Тетради спереди ограничены передней стенкой. К первой тетради подходит рычаг 6 с присосами, которые отгибают его корешок в сторону листовыводного барабана 5 Клапаны корешка 2 закрываются, и тетрадь при вращении барабана по часовой стрелке выводится из магазина. Затем закрываются клапаны шлейфа 4. В автомате БНШ-6А применяется листовыводное устройство реверсивного типа для тетрадей со шлейфом. При вращении барабана реечно-зубчатой передачей 3 от главного вала самонаклада 8 в обратном направлении (против часовой стрелки) тетрадь раскрывается посредине и накидывается на седлоподобный стол 7 цепного транспортера. Привод всех механизмов самонаклада-раскрывателя осуществляется от кулачков, которые расположены внизу на главному валу. Вакуумный насос 9 обеспечивает самонаклад вакуумом Пополняется магазин тетрадями вручную. Технологическая линия транспортировки тетрадей (рис 16, а). Выведенная из магазина самонакладом-раскрывателем 4 тетрадь 1 падает на седлоподобный стол 3, где подхватывается упором 6 цепного транспортера 2, который находится внутри стола и двигается влево. Сначала он проходит возле фотоголовки устройства проверки правильности комплектовки 5, затем попадает в зону клеевого аппарата 7, который вращающимся диском наносит узкую полоску клея на корешковую зону тетради (разрез А—А). Следует отметить, что фотоконтроль осуществляется только на одной тетради в блоке, а клей обычно наносится только на две тетради (вторую и последнюю). Команды на включение этих устройств поступают с блока управления автоматом, работающего по специальной программе. Сервис онлайн-записи на собственном Telegram-боте
Попробуйте сервис онлайн-записи VisitTime на основе вашего собственного Telegram-бота:— Разгрузит мастера, специалиста или компанию; — Позволит гибко управлять расписанием и загрузкой; — Разошлет оповещения о новых услугах или акциях; — Позволит принять оплату на карту/кошелек/счет; — Позволит записываться на групповые и персональные посещения; — Поможет получить от клиента отзывы о визите к вам; — Включает в себя сервис чаевых. Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе После прохождения клеевого аппарата тетради подаются к вталкивающим роликам, которые состоят из двух вращающихся дисков нижнего 9 — с неподвижной осью вращения и верхнего 8 — с подвижной осью, установленной на качающемся рычаге. Привод ролики получают от индивидуального электродвигателя, а окружная скорость их значительно больше скорости транспортера. Когда тетрадь попадает в зону действия роликов, верхний вращающийся ролик опускается на корешок тетради и прижимает его к нижнему. Зажатая между вращающимися роликами тетрадь получает импульс энергии и с высокой скоростью перелетает на качающийся стол 10, имеющий такую же седлоподобную форму, как и цепной транспортер. Тетрадь головкой подходит к боковым упорам 11 на качающемся столе (подвижного упора на лицевой стороне и неподвижного на тыльной его части). На этом транспортировка заканчивается — тетрадь доставлена на качающийся стол и находится на его седле в полураскрытом виде, головка касается боковых упоров. Технологическая линия шитья и вывода сшитыж блоков. После вывода тетради на качающийся стол 1 (рис 16, б) на ее фальц опускается обжимная планка-угольник 2, которая обжимает тетрадь и плотно усаживает ее на седло стола (положение А). Качающийся стол 1 начинает перемещаться к швейной каретке 9, при этом подвижный боковой упор 11 (рис 16, а), который имеет на конце планки ролик и катится по неподвижной горке 12, сдвигает тетрадь вправо и выравнивает ее перед шитьем Качающийся стол подходит к швейной каретке 9 (см рис 16, б) и останавливается (положение В). В этот момент качающийся стол и швейная каретка образуют швейный аппарат. На качающемся столе (внутри седла) расположены проколы (прокалывающие иглы) 4 и шиберы 3 (их называют иногда нитеводителями), на швейной каретке установлены иглы и крючки. Начинается процесс петлеобразования на основе взаимодействия всех вышеперечисленных швейных инструментов. Из-под стола сначала выходят проколы 4 и делают отверстия в корешке тетради Затем опускается вниз швейная каретка 9, а в отверстия в фальце вводятся иглы с нитками и крючки, шиберы захватывают нить и переносят ее на крючки. Швейная каретка со всеми инструментами поднимается вверх петля нити выводится наружу. Таким образом, тетрадь через фальц пришита к предыдущим, а качающийся стол возвращается в исходное положение для приема следующей тетради. После окончания шитья тетради проталкиваются на приемный стол 10 с помощью проталкивающей планки (на схеме не показана). Когда проталкивающая планка отходит, тетрадь удерживается на приемном столе брошюрными иглами.
Технологические линии транспортировки тетрадей (а), шитья и вывода сшитых блоков (б) При возвращении стола в положение А верхняя половина тетради некоторое время будет лежать на гребне седла. Снятие ее осуществляет механизм съемного рычага 5. Разматывание нитей со шпуль 8, их освобождение во время растягивания петель шиберами и плотная затяжка стежков выполняются механизмом нитепровода. В случае шитья блоков на корешковом материале (например, марле) она подается с бобины 7 через механизм образования марлевой петли б. Этот механизм после окончания шитья блока делает качающееся движение вниз-вверх, вытягивая запас марли, достаточный для образования петли, необходимой для получения клапанов после разрезки марли. Таким образом, тетради, которые поступают на качающийся стол, транспортируются им к швейному аппарату, прошиваются нитками через фальц и остаются там в вертикальном положении, постепенно продвигаясь по приемному столу 10. Сшитые блоки выходят в виде достаточно плотной сплошной горизонтальной стопы, которую сзади подпирает угольник 11. Для разделения книжных блоков в технологическом процессе шитья предусмотрен холостой стежок (тетрадь при шитье отсутствует). Для образования холостого стежка тетрадь из магазина самонаклада не выводится, все исполнительные устройства автомата работают вхолостую. При этом осуществляются такие технологические операции, как образование марлевой петли при шитье переплетными стежками и разрезка нитей между блоками. |