-
Как продвинуть сайт на первые места?Вы создали или только планируете создать свой сайт, но не знаете, как продвигать? Продвижение сайта – это не просто процесс, а целый комплекс мероприятий, направленных на увеличение его посещаемости и повышение его позиций в поисковых системах.Ускорение продвиженияЕсли вам трудно попасть на первые места в поиске самостоятельно, попробуйте технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Если ни один запрос у вас не продвинется в Топ10 за месяц, то в SeoHammer за бустер вернут деньги. Начать продвижение сайта
-

-
Сервис онлайн-записи на собственном Telegram-ботеТот, кто работает в сфере услуг, знает — без ведения записи клиентов никуда. Мало того, что нужно видеть свое расписание, но и напоминать клиентам о визитах тоже. Нашли самый бюджетный и оптимальный вариант: сервис VisitTime.
Для новых пользователей первый месяц бесплатно. Чат-бот для мастеров и специалистов, который упрощает ведение записей: — Сам записывает клиентов и напоминает им о визите;
— Персонализирует скидки, чаевые, кэшбэк и предоплаты;
— Увеличивает доходимость и помогает больше зарабатывать; Начать пользоваться сервисом
| Классификация и строение спортивных носков |
|
Страница 5 из 10
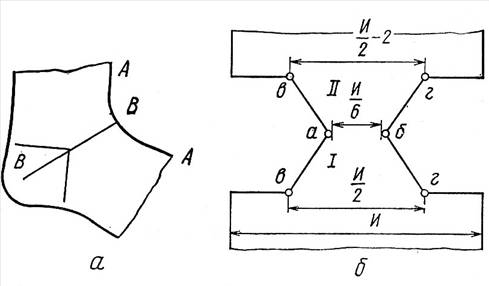
3.2 Образование участка пятки чулочного изделия Форма чулочного изделия лучше всего достигается путем ввязывания в трубчатую часть специальных петельных рядов, образующих участок пятки [4]. Специальные петельные ряды состоят из неполных рядов петель, образуемых на части игл автомата. Неполные петельные ряды могут быть получены как при одностороннем вращении игольного цилиндра, так и при реверсивном. Иглы, временно не участвующие в образовании неполного петельного ряда, удерживают на себе петли, сформированные ранее. Петельные столбики, которые образуются на иглах, выключаемых временно из работы, содержат меньшее число петель и потому имеют меньшую длину, чем остальные петельные столбики. В результате трубчатая часть чулка изгибается и достигается форма, приближающаяся к сферической форме пятки ноги. Участок пятки чулочного изделия в зависимости от способа получения имеет много разновидностей. Рассмотрим классический способ образования участка пятки. Чтобы получить развертку на плоскости участка пятки, образованного классическим способом, разрежем чулок вдоль петельного столбика по линии АА (рис. 4, а), а в поперечном направлении — по линии Развертка участка пятки на плоскости будет выглядеть так, как изображено на рис. 4,б Трапецеидальная часть / участка пятки образована петельными рядами, число петель в которых последовательно уменьшалось от И/2 (точки в, г) до И/5 или И/6 (точки а, б), где И — число игл в цилиндре. Другая трапецеидальная часть II участка пятки образована петельными рядами с увеличивающимся числом петель от И/6 до И/2—2. Петельные ряды участка пятки вязались при реверсивном вращении игольного цилиндра. Половина игл цилиндра (с длинными пятками) не участвовала в работе, сохраняя при этом висящие на иглах петли. Вязание первой половины участка пятки началось на иглах с короткими пятками, и при начале каждого последующего петельного ряда число игл уменьшалось на одну. При реверсивном движении цилиндра выключением из работы по одной игле (сбавкой петель) достигнута пирамидальная форма участка. Вторая половина участка пятки также образована при реверсивном движении игольного цилиндра путем последовательного включения в работу ранее выключенных игл. По окончании вязания участка пятки игольный цилиндр снова переключился на одностороннее вращение для вязания Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок. — Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта. — Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы). — SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание. SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение
Рис – 4, Развёртка участка пятки чулка
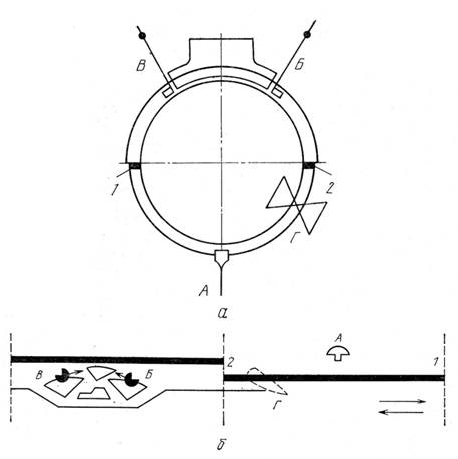
полных петельных рядов следующего участка изделия с участием всех игл. В результате участок пятки, состоящий из неполных петельных рядов, получил необходимую форму. Соединение петель друг с другом, достигнутое путем описанной последовательности выключения и включения игл, представляет собой особенность классического способа выработки участка пятки. Рассмотрим более подробно процесс выработки участка пятки этим способом. На схеме (рис. 5) изображено расположение петлеобразующих органов круглочулочного автомата КАС, участвующих в вязании участка пятки (рис. 5, а — план, рис. 5,б — развертка). Момент перехода на выработку участка пятки совпадает с моментом поворота игольного цилиндра против часовой стрелки. Реверсивному вращению игольного цилиндра должно предшествовать выключение из работы игл с высокими пятками 2 с помощью пяточного замка (жирными линиями на схеме обозначены пятки игл). При перемене направления вращения цилиндра в канале замка не должны находиться пятки игл, так как конструкции замка и игл таковы, что возможна поломка пяток игл, которые в этот момент будут находиться против углов клиньев замка. По этому иглы с высокими пятками 2, выключенные из работы пяточным замком Г, располагаются над замком. Иглы с низкими пятками 1, расположенные в другой половине цилиндра, находятся на рабочем уровне (см. рис. 5, б) вне канала замка. Пяточный клин Г (рис. 6), воздействуя на высокие пятки игл, выводит их вверх настолько, что они проходят выше замка. Головки выключенных игл следуют справа налево по траектории, обозначенной на схеме вверху прямой линией, и не мешают прокладыванию нити на иглы с низкими пятками. Петли, которые удерживаются на отбойной линии горловинами платин, переходят с язычков на стержни выключенных игл. Язычки выключенных из работы (поднятых) игл удерживаются открытыми с помощью ннтеводного кольца, охватывающего все иглы над цилиндром.
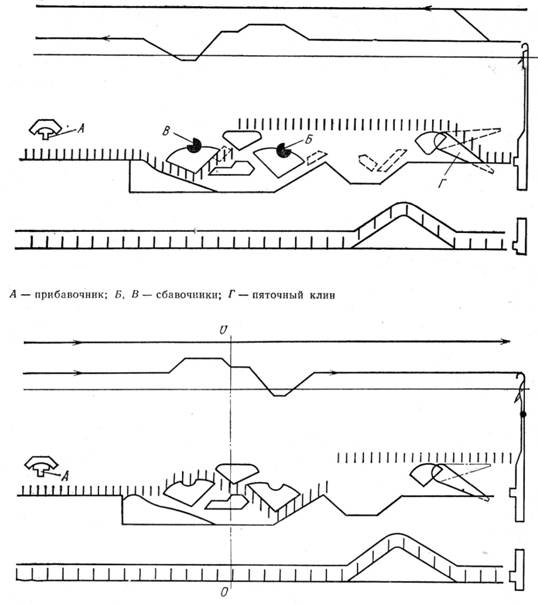
Рис. 7. Схема обратного движения пяток игл по игольным замкам Игольный цилиндр останавливается для перемены направления вращения тогда, когда все иглы с низкими пятками выходят из канала замка, а иглы с высокими пятками устанавливаются над замком. Далее пятки игл движутся по игольным замкам слева направо (рис. 7). При этом иглы с низкими пятками совершают те же движения, которые они выполняли при образовании петель в предыдущем петельном ряду. Симметричное расположение клиньев игольного замка относительно оси О обеспечивает смену направлений вращения игольного цилиндра без нарушения процесса петлеобразования. Платинный замок также имеет симметричное устройство, однако для сопряженности работы необходимо его смещение при каждой смене направления вращения игольного цилиндра. Это объясняется тем, что расстояние между точками игольного замка, соответствующими оттяжке петель (операция оттяжки процесса петлеобразования выполняется после операции кулирования), больше расстояния между точками платинного замка, соответствующими отходу и выходу платины вперед. Сервис онлайн-записи на собственном Telegram-боте
Попробуйте сервис онлайн-записи VisitTime на основе вашего собственного Telegram-бота:— Разгрузит мастера, специалиста или компанию; — Позволит гибко управлять расписанием и загрузкой; — Разошлет оповещения о новых услугах или акциях; — Позволит принять оплату на карту/кошелек/счет; — Позволит записываться на групповые и персональные посещения; — Поможет получить от клиента отзывы о визите к вам; — Включает в себя сервис чаевых. Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе При вращении игольного цилиндра по часовой стрелке (на рис. 5 - слева направо) крайняя игла 1 с низкой пяткой встречается на своем пути со сбавочником В и выключается им из работы, т. е. поднимается на один уровень с иглами, выключенными с помощью пяточного замка. В следующем ряду при повороте игольного цилиндра против часовой стрелки сбавочником Б выключается игла 2. Таким образом, с каждым оборотом цилиндра из работы выключается только по одной игле и, следовательно, в каждом петельном ряду первой половины участка пятки чулка число петель уменьшается на одну. Так получается трапецеидальная часть участка пятки чулка (см. рис. 4), составляющая первую половину данного участка. Последняя работавшая игла с низкой пяткой при выходе из игольного замка увлекает за собой нить, свободно выходящую из крайней петли, которая образована этой иглой. При смене направления вращения игольного цилиндра эту нить необходимо вытянуть из нитевода, так как игольный цилиндр выполняет часть оборота вхолостую. Это осуществляется нитеоттягивателем, воздействующим только на нить пяточного нитевода. Число игл, выключаемых из работы при вязании первой половины участка пятки, а следовательно, и число петельных рядов зависят от числа звеньев в счетной цепи круглочулочного автомата. Обычно сбавочниками выключается с каждой стороны участка пятки около 1/6
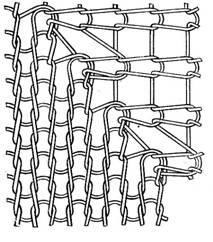
Рис 8 структура участка пятки чулка общего числа игл в игольном цилиндре.
|