-
Как продвинуть сайт на первые места?Вы создали или только планируете создать свой сайт, но не знаете, как продвигать? Продвижение сайта – это не просто процесс, а целый комплекс мероприятий, направленных на увеличение его посещаемости и повышение его позиций в поисковых системах.Ускорение продвиженияЕсли вам трудно попасть на первые места в поиске самостоятельно, попробуйте технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Если ни один запрос у вас не продвинется в Топ10 за месяц, то в SeoHammer за бустер вернут деньги. Начать продвижение сайта
-
Сервис онлайн-записи на собственном Telegram-ботеТот, кто работает в сфере услуг, знает — без ведения записи клиентов никуда. Мало того, что нужно видеть свое расписание, но и напоминать клиентам о визитах тоже. Нашли самый бюджетный и оптимальный вариант: сервис VisitTime.
Для новых пользователей первый месяц бесплатно. Чат-бот для мастеров и специалистов, который упрощает ведение записей: — Сам записывает клиентов и напоминает им о визите;
— Персонализирует скидки, чаевые, кэшбэк и предоплаты;
— Увеличивает доходимость и помогает больше зарабатывать; Начать пользоваться сервисом -

| Классификация и строение спортивных носков |
|
Страница 7 из 10
Наибольшее число петлеобразующих систем, которое практически размещается на половине окружности игольного цилиндра, имеющего реверсивное вращение, — три. Вторая половина окружности игольного цилиндра не может быть занята замками петлеобразующих систем, так как необходимо выводить все пятки игл из каналов замков для изменения направления вращения цилиндра. Поэтому увеличение числа петлеобразующих систем привело к отказу от применения реверсивного вращения цилиндра. Число же петлеобразующих систем, работающих на круглочулочном автомате при одностороннем вращении игольного цилиндра, доведено до восьми, а на некоторых типах автоматов даже до 12.
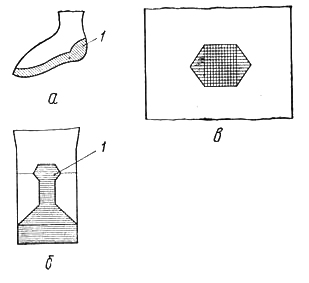
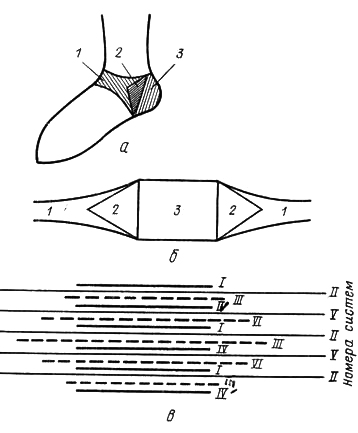
Известно несколько способов получения участка пятки чулка при вязании на круглочулочном автомате с односторонним вращением игольного цилиндра. Формовочный способ применяется только для чулок из полиамидных (капроновых) нитей. При вязании участок пятки 1(рис. 13 а, б) чулка только обозначается прокладыванием усилительной нити на группу игл (0,2 ... 0,25 общего числа) в некоторых петельных рядах (через один или два), так как показано на рис. 13, в для чулка трубчатой формы. Используя свойство термопластичности полиамидных нитей при нагревании чулок, натянутых на специальные формы, фиксируют форму чулок. На одних участках чулка, сильно натянутых на форме, например на участке пятки, при нагревании не происходит усадки полиамидных нитей, на других участках, например на шейке чулка, усадка нитей достигает 10—15%; в результате чулку придаются необходимая форма и товарный вид. Однако глубина участка пятки, полученного формовочным способом, недостаточна, и чулок не соответствует форме ноги человека. На стопе в области подъема образуются складки чулка. Другой, наиболее простой способ получения участка пятки состоит в том, что часть петель с усилительной нитью (заштрихованную вертикальными линиями на рис. 13, в) провязывают при увеличенной длине нити в петле. В результате при формовании чулка путем нагревания улучшают его форму. Однако чулок с таким участком пятки еще не вполне отвечает предъявляемым к нему требованиям, так как число петельных рядов на участке пятки и участке, соответствующем подъему ноги, остается одинаковым. Ввязывание неполных петельных рядов для образования участка пятки — способ, существенно улучшающий качество чулка, вырабатываемого при одностороннем вращении игольного цилиндра. На рис. 14, а показана форма участка пятки, полученного таким способом, а на рис. 14,6 — его развертка при вязании на шестисистемном круглочулочном автомате с односторонним вращением игольного цилиндра. Неполные петельные ряды образуются на группе игл цилиндра в петлеобразующих системах I, IV, III и VI (рис. 14, в), причем системы I и IV провязывают дополнительные петельные ряды постоянной длины, соответствующие части 3 пятки (см. рис. 14,б). Петлеобразующие системы III и VI образуют неполные петельные ряды переменной длины (то увеличивающиеся, то уменьшающиеся), создающие части 2 пятки. В петлеобразующих системах II и V провязываются полные петельные ряды. Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок. — Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта. — Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы). — SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание. SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение
Рис. 15. Участок пятки чулка с неполными петельными рядами, ввязанными при одностороннем вращении игольного цилиндра Рассматривая развертку участка пятки чулка на рис. 14,б, видим, что части 1 представляют собой петельные ряды, соответствующие подъему ноги; они вяжутся в процессе образования всего участка пятки. Эти петельные ряды образуются только петлеобразующими системами II и V на всех иглах цилиндра. Части 2в виде треугольника состоят из неполных петельных рядов, провязываемых в системах III и VI в дополнение к полным петельным рядам, образуемым в системах II и V. Число игл, на которые прокладывается нить в системах III и VI, переменное, и границы, где вводится и выводится нить, образуют форму треугольника. Концы нити врабатываются обычным способом, образуя наброски прессовой петли на иглах через одну. Часть 3 в виде прямоугольника вяжется во всех шести системах, где в дополнение к полным петельным рядам систем II и V и неполным петельным рядам систем III и VI образуются неполные петельные ряды систем I и IV. Длина этих дополнительных рядов постоянна. Границы (условные), где начинаются и кончаются дополнительные ряды, образуют прямоугольник. Следовательно, при вязании каждой части пятки включается разное число петлеобразующих систем: для части 3 (например, 150 петельных рядов)—все шесть систем; для части 2 (100 рядов) — системы II, III, V и VI для части 1 (только 50 петельных рядов) —системы II и V. Размер получаемого участка пятки является вполне достаточным, чтобы при стабилизации чулка на форме получить требуемое качество изделия. Качество чулок во многом зависит от формы участка пятки. Чулки с рассмотренным участком пятки, образованным при одностороннем вращении игольного цилиндра, по качеству лучше, чем чулки с простым усиленным участком пятки, но все же уступают чулкам с участком пятки, полученным классическим способом при реверсивном вращении цилиндра. Имеются и другие способы получения участка пятки при одностороннем вращении игольного цилиндра. Некоторые современные круглочулочные автоматы, имеющие четыре петлеобразующие системы, приспособлены для выработки изделий с участком пятки как классическим (при реверсивном вращении цилиндра), так и любым из рассмотренных способов при одностороннем вращении цилиндра. Широко применяется способ выработки чулок и колготок трубчатой формы из тонких текстурированных капроновых нитей (без специального участка пятки). Благодаря высокоэластичным свойствам текстурированных нитей чулки и колготки трубчатой формы очень хорошо обтягивают ноги. Не имея специального участка пятки, эти изделия удовлетворяют требованию соответствия формы изделия форме ноги. Вследствие высокой износостойкости капроновых нитей в участок пятки не вводится дополнительная усилительная нить. Сервис онлайн-записи на собственном Telegram-боте
Попробуйте сервис онлайн-записи VisitTime на основе вашего собственного Telegram-бота:— Разгрузит мастера, специалиста или компанию; — Позволит гибко управлять расписанием и загрузкой; — Разошлет оповещения о новых услугах или акциях; — Позволит принять оплату на карту/кошелек/счет; — Позволит записываться на групповые и персональные посещения; — Поможет получить от клиента отзывы о визите к вам; — Включает в себя сервис чаевых. Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе
|