-
Сервис онлайн-записи на собственном Telegram-ботеТот, кто работает в сфере услуг, знает — без ведения записи клиентов никуда. Мало того, что нужно видеть свое расписание, но и напоминать клиентам о визитах тоже. Нашли самый бюджетный и оптимальный вариант: сервис VisitTime.
Для новых пользователей первый месяц бесплатно. Чат-бот для мастеров и специалистов, который упрощает ведение записей: — Сам записывает клиентов и напоминает им о визите;
— Персонализирует скидки, чаевые, кэшбэк и предоплаты;
— Увеличивает доходимость и помогает больше зарабатывать; Начать пользоваться сервисом -

-
Как продвинуть сайт на первые места?Вы создали или только планируете создать свой сайт, но не знаете, как продвигать? Продвижение сайта – это не просто процесс, а целый комплекс мероприятий, направленных на увеличение его посещаемости и повышение его позиций в поисковых системах.Ускорение продвиженияЕсли вам трудно попасть на первые места в поиске самостоятельно, попробуйте технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Если ни один запрос у вас не продвинется в Топ10 за месяц, то в SeoHammer за бустер вернут деньги. Начать продвижение сайта
| Ниточные соединения часть 2 |
|
Страница 4 из 16
Отделочные швы Отделочные швы объединяют подвиды – складки, вытачные, рельефные швы и швы с кантом. Основное назначение отделочных швов – отделка деталей одежды. Конструкция и элементы отделочных швов в практике моделирования костюма помогают придавать изделию современную форму и художественную его выразительность. Складки бывают простые и сложные. Простые складки бывают отделочные и соединительные, односторонние и двусторонние, мягкие, стачные, настрочные и застроченные до конца или не конца детали. В простой складке материал перегибают по прямой линии или с небольшим изгибом. Отделочные складки одно- и двусторонние получают из одной детали. На изнаночной стороне материала намечается величина припуска на складку, которая, как и внешний вид складки, определяется моделью. В односторонних складках все сгибы с лицевой стороны направлены в одну сторону, а с изнаночной - в другую сторону (рис. 4.19, а). В двусторонних - сгибы направлены либо навстречу друг другу (встречная складка) (рис. 4.19, б), либо в противоположные стороны (бантовая) (рис. 4.19, в). Складки, выполненные строчками, невидимыми с лицевой стороны, называются стачными, видимыми с лицевой стороны - настрочными или застрочными. Складки расположенные рядом в количестве более двух, называют групповыми.
а б в Рис.4.19. Простые отделочные складки: а – односторонняя; б – встречная; в – бантовая; Последовательность изготовления складок:
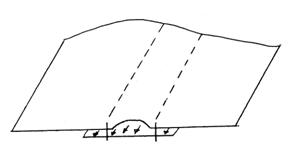
В зависимости от конструкции складок, вида изделия, свойств материала и применяемого оборудования часть из названных работ может не выполняться. Мягкие складки закрепляют, прокладывая строчку поперек на расстоянии 10 – 15 мм от среза детали (рис. 4.20, а). Стачную складку стачивают, разутюживают или заутюживают и скрепляют по верху (рис. 4.20, б). В односторонних складках стачивают припуски складки, прокладывая строчку под тупым углом к строчке стачивания (рис. 4.20, в). Складки заутюживают на прессе или утюгом, а затем с лицевой стороны прокладывают отделочные строчки, если это требуется по модели (рис. 4.21). В платьях и юбках односторонние отделочные складки настачивают с помощью приспособлений без предварительной разметки и заметывания. Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок. — Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта. — Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы). — SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание. SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение
а б в Рис. 4.20. Обработка складок: а – мягкая односторонняя; б – встречная стачная; в – односторонняя стачная; Веерные складки (рис. 4.21, в) выполняют из одной детали в изделиях из тонких тканей. Для этого закладывают две или три односторонние складки одну на другую и с лицевой стороны настрачивают их по модели.
а б в Рис. 4.21. Простые отделочные складки: а – односторонняя; б – встречная; в – веерная; Соединительные одно- и двусторонние складки изготовляют из двух или трех соединяемых вместе деталей (рис. 4.22). Эти складки выполняют в том случае, если имеются небольшие припуски на складку или складка располагается на небольшом участке детали. При стачивании складки детали складывают лицевыми сторонами внутрь и сметывают или стачивают без сметывания по намеченной линии до отметки, определяющей конец стачивания складки, с последующим обметыванием.
а б Рис. 4.22. Соединительные простые складки: а - односторонняя; б – встречная В двусторонних складках припуск на складку сметывают до конца и разутюживают. С изнанки под складку подкладывают дополнительную деталь и притачивают ее к срезам припуска на складку по всей длине или, переходя на 20 – 30 мм за конец стачивания складки, швом шириной 10 – 15 мм. В последнем случае дополнительную деталь прикрепляют к припуску складки строчкой, прокладываемой с лицевой стороны поперек складки на уровне конца ее стачивания (рис. 4.23).
Рис. 4.23. Обработка простых соединительных складок В массовом производстве одежды широко используют отделочные застроченные складки. Односторонние складки могут быть стачаны на одноигольной машине подобно защипам (рис. 4.24, а) и настрочены при изготовлении их на одно-, двух- или четырехигольной машинах (рис. 4.24, б).
Рис. 4.24. Отделочные застрочные складки: а, б - защипы; в – с кружевом; г, д – двусторонние встречные и бантовые Часто изготовляют мелкие застроченные складки с кружевом или другой отделкой (рис. 4.24, в). Для их изготовления применяют специальное приспособление к одноигольной машине, которое позволяет образовывать складки с вложением во внутрь деталей отделки без предварительного заметывания. Застроченные двусторонние встречные и бантовые складки могут быть выполнены на одно- и двухигольной машинах со спецприспособлениями (рис. 4.24, г, д). Изготовление таких складок эффективнее на двухигольных машинах, но тогда их размеры ограничены. На двухигольной машине со спецприспособлением можно выполнить двусторонние складки с прокладыванием под их внутренние сгибы полоски отделочной ткани (рис. 4.24, г). Сервис онлайн-записи на собственном Telegram-боте
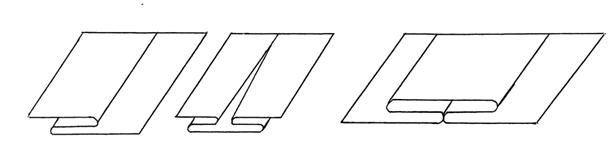
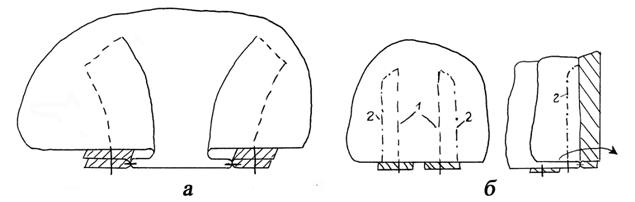
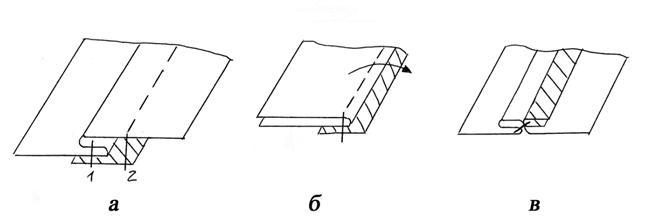
Попробуйте сервис онлайн-записи VisitTime на основе вашего собственного Telegram-бота:— Разгрузит мастера, специалиста или компанию; — Позволит гибко управлять расписанием и загрузкой; — Разошлет оповещения о новых услугах или акциях; — Позволит принять оплату на карту/кошелек/счет; — Позволит записываться на групповые и персональные посещения; — Поможет получить от клиента отзывы о визите к вам; — Включает в себя сервис чаевых. Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе Сложные складки бывают также отделочные и соединительные. Они отличаются от простых складок крутыми изгибами линий перегибы материала. Сложная отделочная складка изготовляется из одной целой детали (рис. 4.25, а) На лицевой стороне детали мелом размечают линии внутренних (1) и внешних (2) перегибов материала (рис. 4.25, б) и выполняют стачивающую строчку 1 по линии внутреннего перегиба, подкладывая снизу полоску материала. Далее складку заметывают по линии 2, перегибая материал от проложенной строчки 1. После влажно-тепловой обработки выполняют отделочную строчку 2 и удаляют нитки сметывания.
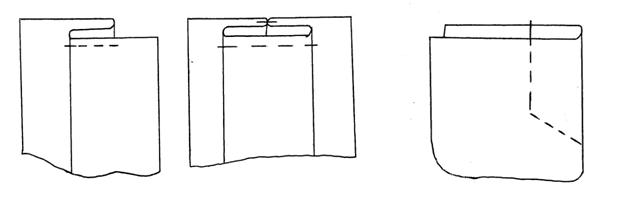
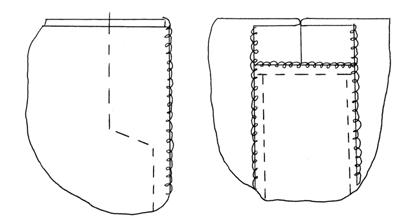
Рис. 4.25. Сложная отделочная складка: а - внешний вид складки; б – порядок выполнения Сложные соединительные складки применяются при обработке кокеток с прямым или криволинейным контуром нижнего края. Такие складки получают из двух деталей (Рис. 4.26.). Край верхней детали (кокетки) заметывают и приутюживают или заутюживают без предварительного заметывания. Излишние припуски в углах на толстых пальтовых тканях высекают, а на тонких костюмных закладывают в складку. Далее верхняя деталь наметывается на нижнюю, и прокладывается отделочная строчка.
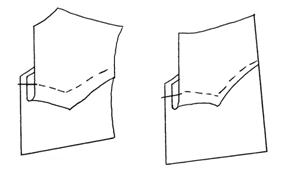
Рис. 4.26. Сложная соединительная складка Вытачные отделочные швы имеют такой же внешний вид, как и соединительные стачные и настрочные швы. Отличаются они тем, что выполняются из одной детали. Их применяют для отделки переда, спинок, рукавов, накладных карманов и других деталей в женской и детской верхней одежде. Для выполнения простого вытачного шва, имитирующего стачной, (рис. 4.27, б, в) на изнаночной стороне детали наносят линию шва, перегибают материал по этой линии и застрачивают около перегиба на расстоянии 1,5 – 2,0 мм, подкладывая снизу полоску материала (рис. 4.27, б). Шов заутюживают или разутюживают (рис. 4.27, в). Если затем выполнить отделочную строчку с лицевой стороны, то получится имитация настрочного шва (рис. 4.27, а).
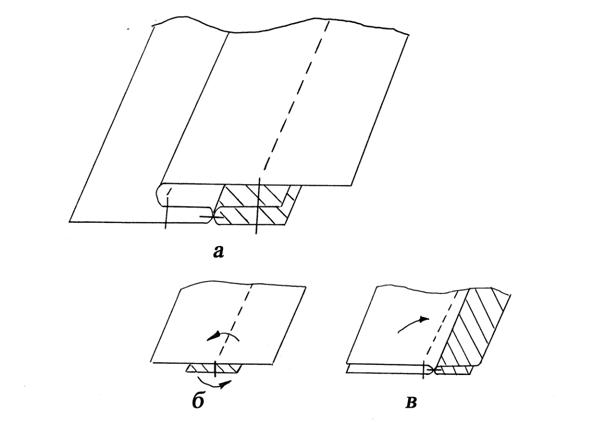
Рис. 4.27. Простой вытачной шов: а, - имитирующий настрочной шов; б, в – порядок выполнения шва, имитирующего стачной шов Линию сложного вытачного шва (рис. 4.28, а) наносят на лицевой стороне детали и выполняют строчку по этой линии, подкладывая снизу полоску материала (рис. 4.28, б). Деталь и полоску отгибают в разные стороны от линии строчки и застрачивают деталь на расстоянии 1,5 – 2,0 мм от шва застрачивания (рис. 4.28, в). Затем, отогнув один слой, по лицевой стороне прокладывают отделочную строчку.
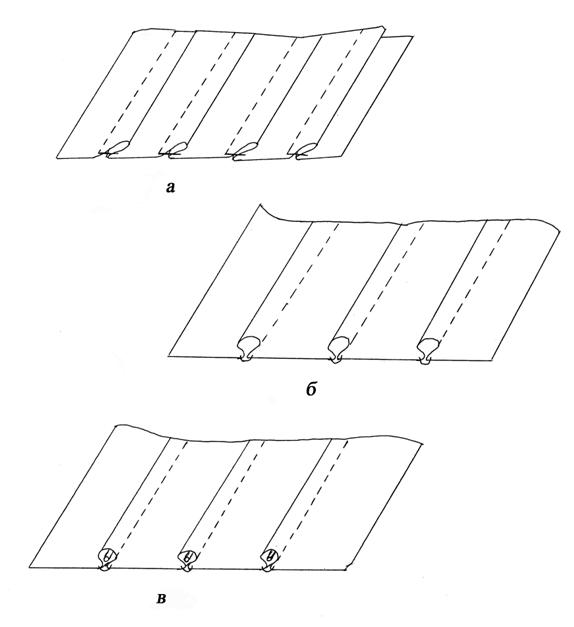
Рис. 4.28. Сложный вытачной шов: а - внешний вид шва; б, в – порядок выполнения Рельефные швы бывают вытачные и выстрочные (со шнуром и без шнура). Вытачные рельефные швы (защипы) (рис.4.29, а)выполняют застрачиванием по лицевой или изнаночной стороне детали, перегибаемой по надсечкам. Расстояние от строчки до перегиба 1,5- 2,0 мм. При выполнении нескольких параллельных швов размечают линию перегиба только для первого шва, последующие швы выполняют с помощью приспособлений, ограничивающих расстояние между швами и ширину шва. Защипы заутюживают утюгом в одну сторону, в разные стороны или на ребро в зависимости от желаемого внешнего вида на модели. Рельефные швы в виде защипов выполняют на двух- или четырехигольной машине со спецприспособлением челночного ил цепного стежка (рис. 4.29, б) , возможно вкладывание в шов нити (рис. 4.29, в)
Рис. 4.29. Вытачные рельефные швы: а - защипы, выполненные на одноигольной машине; б - защипы, выполненные на двухигольной машине со спецприспособлением; в – защипы с нитью Выстрочные швы выполняют на двух- или четырехигольной машине, для увеличения выпуклости шва снизу подкладывают полоску ватина или мягкого драпа и получают выстрочной шов без шнура (рис. 4.30, а). Для получения более рельефного шва снизу подкладывают тонкую подкладочную ткань, протягивая между строчками и слоями материалов шнур, – получают выстрочной шов со шнуром (рис. 4.30, б). Рельефный шов со шнуром и без шнура можно получить на двухигольной машине и без дополнительных подкладок, если использовать двухлинейный трехниточный стежок с сильно натянутой нитью челнока или петлителя (рис. 4.30, в, г). Для этого в двухигольных машинах с одним челноком или петлителем на игольной пластине делается выступ, а в подошве лапки – паз для выгибания материала (рис. 4.30, г).
а
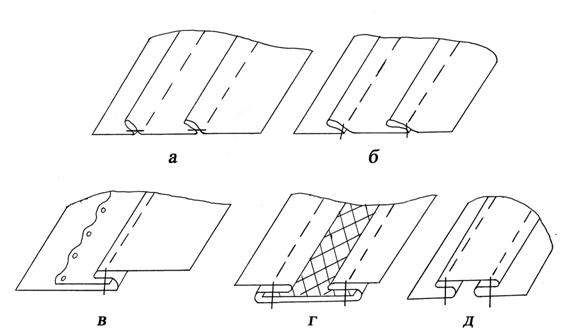
б в Рис. 4.30. Выстрочные рельефные швы: а, - без шнура; б – со шнуром (код 5.33.01); в – со шнуром (код 5.08.01) Отделочные швы сложной конфигурации выполняют на одноигольной машине. Рельефные швы широко применяются для отделки женской и детской одежды, верхних мужских сорочек. Швы с кантом бывают соединительные (стачные, настрочные, накладные) и краевые (обтачные). Они широко применяются при изготовлении верхней одежды, в том числе ведомственной. При изготовлении шва с кантом без приспособления полоску ткани предварительно заутюживают, укладывают на лицевую сторону детали и притачивают, уравнивая срезы. Затем, например, в стачном шве, деталь располагают изнанкой вверх, подкладывают снизу вторую деталь и, уравнивая срезы, стачивают по строчке притачивания полоски. Наиболее экономичным методом обработки швов с кантом является последовательно-параллельный. С помощью приспособления полоска для канта перегибается вдоль пополам лицевой стороной наружу, укладывается между слоями материала и подается под иглу стачивающей машины. В зависимости от вида шва детали стачивают, настрачивают или обтачивают. Стачной шов с кантом (рис. 4.31, а, б) и настрочной шов с кантом (рис. 4.31, в) применяются при изготовлении форменной одежды. Накладной шов выполняют на машине без специального приспособления (рис. 4.31, г) или с приспособлением (рис. 4.31, д), обтачной шов с кантом выполняют так же, как и стачной шов с кантом, с той лишь разницей, что при обтачном шве детали вывертывают на лицевую сторону, располагая кант на сгибе. Выполняют этот шов с помощью специального приспособления или без него (рис. 4.31, е, ж).
|