-

-
Сервис онлайн-записи на собственном Telegram-ботеТот, кто работает в сфере услуг, знает — без ведения записи клиентов никуда. Мало того, что нужно видеть свое расписание, но и напоминать клиентам о визитах тоже. Нашли самый бюджетный и оптимальный вариант: сервис VisitTime.
Для новых пользователей первый месяц бесплатно. Чат-бот для мастеров и специалистов, который упрощает ведение записей: — Сам записывает клиентов и напоминает им о визите;
— Персонализирует скидки, чаевые, кэшбэк и предоплаты;
— Увеличивает доходимость и помогает больше зарабатывать; Начать пользоваться сервисом -
Как продвинуть сайт на первые места?Вы создали или только планируете создать свой сайт, но не знаете, как продвигать? Продвижение сайта – это не просто процесс, а целый комплекс мероприятий, направленных на увеличение его посещаемости и повышение его позиций в поисковых системах.Ускорение продвиженияЕсли вам трудно попасть на первые места в поиске самостоятельно, попробуйте технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Если ни один запрос у вас не продвинется в Топ10 за месяц, то в SeoHammer за бустер вернут деньги. Начать продвижение сайта
| Расчет регулярных изделий |
|
Страница 4 из 11
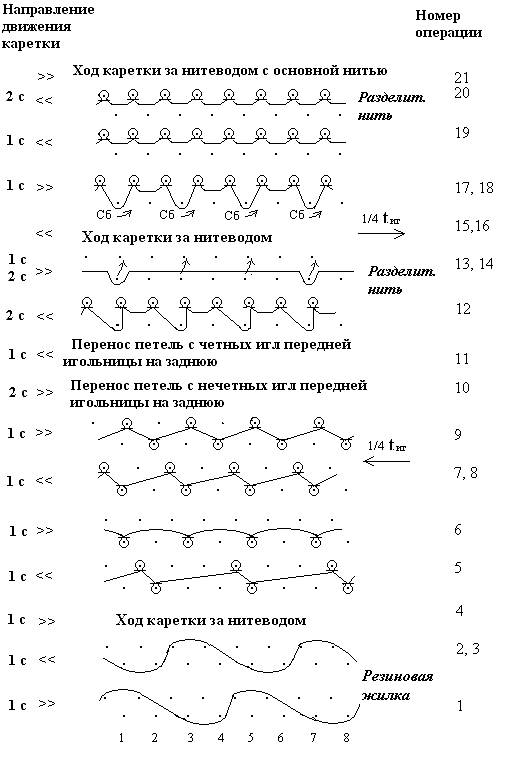
ОСОБЕННОСТИ РЕГУЛЯРНОГО СПОСОБА ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ НА ПЛОСКОВЯЗАЛЬНЫХ АВТОМАТАХ ФИРМЫ "ШТОЛЬ" Регулярный способ изготовления изделий на машинах "Штоль" (Германия) предусматривает выработку деталей, максимально приближенных к контуру лекал, с нераспускающимися нижним краем и боковыми кромками, требующих минимального подкроя по линиям горловины и плечевых скосов. Все процессы рассмотрены применительно к машине CMS-320.6, имеющей две петлеобразующие системы. Образование участков переходных рядов и заработки Вязанию любой детали как полурегулярным, так и регулярным способами на ПВА «Штоль» предшествует образование участка переходных рядов, включая ряд разделительный. Это делается для того, чтобы обеспечить ровный качественный край изделия, отвечающий повышенным требованиям прочности и растяжимости, и избежать обрыва вновь проложенной нити. Фирмой "Штоль" разработана особая структура данных рядов, которая заложена непосредственно в программу машины и изменению не подлежит. Строение переходных рядов показано на рис. 1. При этом операции осуществляются в следующем порядке.
Рис. 1. Строение участка переходных рядов При движении каретки слева направо 1-я система прокладывает резиновую жилку на каждую 1-ю и 2-ю иглу задней игольницы и каждую 3-ю и 4-ю иглу передней (операция 1), а при движении в обратном направлении на оставшиеся иглы (операция 2). Оттяжная гребенка, поднимается и входит в зев между игольницами, захватывает проложенную жилку и опускается вниз, оттягивая начальный ряд (операция 3). Нитевод с нитью, которой вяжутся переходные ряды, расположен с правой стороны машины, поэтому каретка совершает холостой ход слева направо (операция 4). Захватив нитевод, 1-я система провязывает петли на каждой третьей игле обеих игольниц (операция 5), в следующем ряду – на нечетных иглах передней игольницы (операция 6), а затем ряд петель на иглах через одну по обеим игольницам (операция 7). Для последующего переноса петель с одной игольницы на другую задняя игольница сдвигается влево относительно передней на ¼ игольного шага tиг (операция 8). Необходимость сдвига при петлепереносе обусловлена конструктивными особенностями игл. Для выполнения переноса петель с одной игольницы на другую на машине установлены иглы с расширителем. Для того, чтобы принимающая петлю игла могла войти в отверстие расширителя отдающей иглы, она должна занять положение, соответствующее сдвигу на ¼ tиг, т. е. иглы встают почти "в затылок" друг к другу. Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
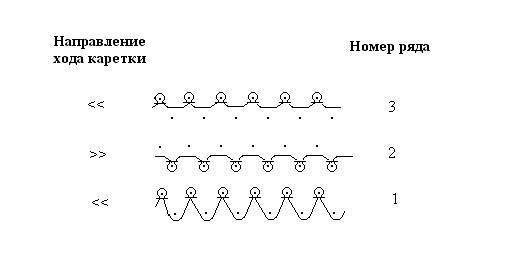
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок. — Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта. — Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы). — SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание. SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение Каждая система на машине "Штоль" может работать как петлепереносящая и как провязывающая. При движении каретки слева направо 1-я система образует петли на каждой четной игле обеих игольниц (операция 9), а 2-й системой осуществляется перенос петель с нечетных игл передней игольницы на иглы задней (операция 10). При движении в обратном направлении 1-я система переносит оставшиеся петли с передней игольницы на заднюю (операция 11), а 2-я система провязывает петли на всех иглах задней игольницы и образует наброски на иглах передней через одну (операция 12). Нитевод остается слева от зоны вязания. 1-я система захватывает нитевод с разделительной нитью и для закрепления в структуре трикотажа прокладывает ее на каждую шестую иглу передней игольницы (операция 13), а 2-я система переносит все наброски с игл передней игольницы на иглы задней (операция 14). Нитевод с разделительной нитью остается справа от зоны вязания, на иглах передней игольницы петель нет, все петли и наброски располагаются на иглах задней. Каретка совершает холостой ход справа налево за ранее оставленным нитеводом (операция 15), задняя игольница делает сдвиг вправо на ¼ игольного шага (операция 16) и занимает исходное положение (ластичная расстановка). Первая система вновь провязывает петли на иглах задней игольницы и образует наброски на нечетных иглах передней (операция 17), после чего 2-я система сбрасывает наброски с игл передней игольницы (операция 18), образуется разряженный ряд петель. Далее 1-я система провязывает ряд кулирной глади на иглах задней игольницы (операция 19), а 2-я система захватывает нитевод с разделительной нитью, оставленный здесь ранее, и провязывает еще один ряд глади на иглах задней игольницы (операция 20). Впоследствии по этому ряду и происходит отделение переходных рядов от основной детали. Оставив нитеводы слева от зоны вязания, каретка совершает ход слева направо за нитеводом с нитью, которой впоследствии будет вязаться деталь (операция 21). После образования переходных рядов вяжется участок заработки. Его строение показано на рис. 2. Если деталь вяжется одинарным переплетением, то после образования ряда 3 происходит перенос петель с игл задней игольницы на иглы передней. Сервис онлайн-записи на собственном Telegram-боте
Попробуйте сервис онлайн-записи VisitTime на основе вашего собственного Telegram-бота:— Разгрузит мастера, специалиста или компанию; — Позволит гибко управлять расписанием и загрузкой; — Разошлет оповещения о новых услугах или акциях; — Позволит принять оплату на карту/кошелек/счет; — Позволит записываться на групповые и персональные посещения; — Поможет получить от клиента отзывы о визите к вам; — Включает в себя сервис чаевых. Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе При выработке изделий регулярным способом деталь при необходимости может оканчиваться участком отработки, так называемой «отработкой под кеттель». Он представляет собой ряды кулирной глади высотой около двух сантиметров, выработанные из пряжи контрастного цвета.
Рис. 2. Строение участка заработки
|