| Расчет регулярных изделий |
|
Страница 6 из 11
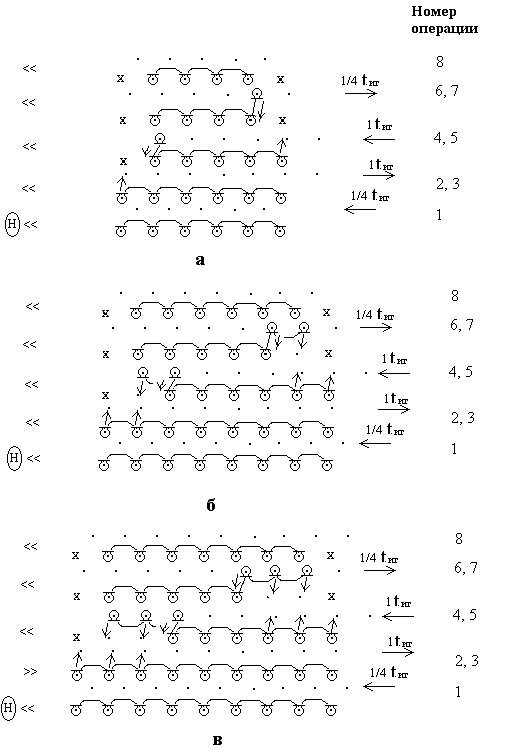
Процесс сбавок Сбавки предусматривают уменьшение количества петель в ряду с последующим выключением из работы освободившихся игл. Этот процесс на ПВА «Штоль» производится переносом одной или двух крайних петель на соседние иглы или переносом группы петель от края детали к середине с последующим выключением из работы освободившихся игл. Наличие игл с расширителем позволяет переносить петли с одной игольницы на другую, и наоборот. Процесс сбавки состоит из следующих операций: перенос петли с передающей иглы первой игольницы на принимающую иглу второй игольницы, сдвиг одной игольницы относительно другой на один игольный шаг tиг вправо или влево в зависимости от направления переноса, надевание переносимой петли на иглу, соседнюю с передающей, первой игольницы (обратный петлеперенос) . Как было сказано выше, перед петлепереносом иглы занимают положение, соответствующее сдвигу игольницы на ¼ tиг. При осуществлении сбавок переносом крайней петли на соседнюю иглу с последующим провязыванием двух петель в одну образуется достаточно ровная кромка без нарушения структуры переплетения в основном поле вязания, но край детали утолщается и становится менее растяжимым, что может создать определенные трудности в процессе швейной обработки изделия. В случае же переноса группы петель этот недостаток устраняется, так как утолщенные участки сдвигаются от края детали к центру, не попадая в шов. Сдвоенные петли образуют так называемые сбавочные метки. За счет расположения линии сбавочных меток достигается и особый декоративный эффект. Сбавки могут осуществляться как симметрично с каждого края детали, так и асимметрично или только с одного края. Частота сбавок может быть достаточно высокой – в каждом ряду вязания по одной сбавке с каждого края детали. Однако на практике это трудно осуществимо, так как повышается риск обрыва нити из-за высокого натяжения в переносимых петлях. Рассмотрим особенности выполнения сбавок при однофононтурном и двухфонтурном вязании. Последовательность операций при выполнении сбавок на примере вязания детали петеплетением кулирная гладь показана на рис. 3: перенос одной (а), двух (б) и трех (в) крайних петель при сбавке по одной петле с каждого края детали. Перед сбавкой происходит провязывание ряда кулирной глади на всех иглах передней игольницы. Дальнейшие операции обозначены цифрами:
На машине "Штоль" возможно одновременное увеличение количества сбавляемых петель с каждого края детали до двух и более. Последовательность выполняемых при этом операций остается такой же, возрастает лишь величина сдвига задней игольницы.
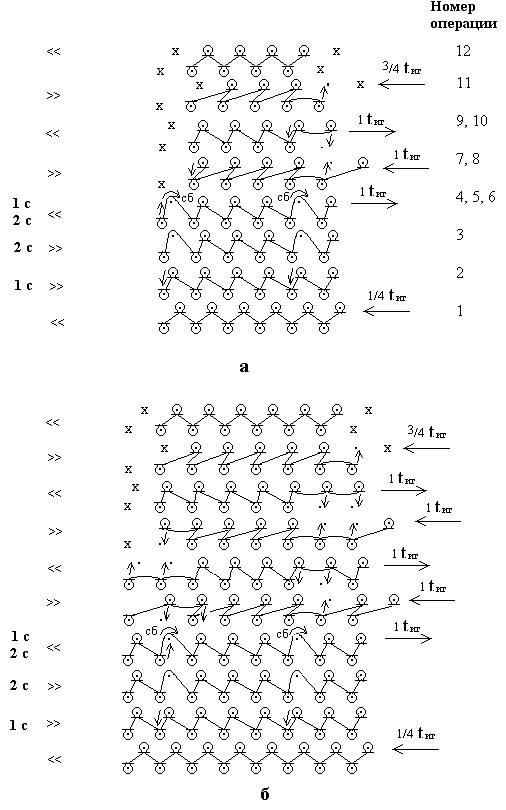
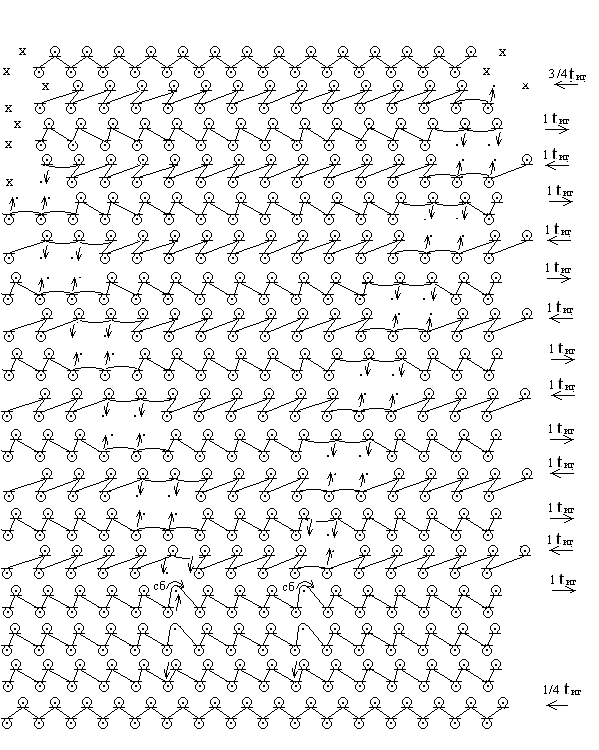
Рис. 3. Последовательность операций в режиме сбавок при вязании кулирной глади: а – при переносе одной крайней петли; б – при переносе двух крайних петель; в – при переносе трех крайних петель Для сбавки двух петель с каждого края детали необходимо осуществить сдвиг задней игольницы на 2 игольных шага, для сбавки трех петель – соответственно на 3 игольных шага. Режим сбавок на ПВА «Штоль» сопровождается дополнительными ходами каретки без образования петель: при петлепереносе, ход каретки за нитеводом, «тестирующие» ходы каретки и т. п. (рис. 3, операции 2, 4, 6, 8). На одну симметричную сбавку при вязании детали переплетением кулирная гладь, независимо от количества сбавляемых петель, приходятся 4 дополнительных хода каретки (три петлепереносящих хода и один ход за нитеводом). При сбавке только с одного края детали количество дополнительных ходов равно двум. Последовательность операций при выполнении сбавок на примере переплетения ластик 1+1 показана на рис. 4: перенос одной (а) и двух (б) крайних петель при сбавке по одной ластичной петле с каждого края детали и на рис. 5 – перенос шести крайних петель. Перед сбавкой происходит провязывание ряда ластика на всех иглах обеих игольниц. Рассмотрим последовательность операций в режиме сбавок при переносе с каждого края детали по одной петле при вязании ластика 1+1 (рис. 4, а). Задняя игольница сдвигается влево относительно передней на ¼ игольного шага – иглы занимают исходное положение для последующего петлепереноса (операция 1). 1-я система переносит с задней игольницы на переднюю первую петлю слева и вторую петлю справа (операция 2), а 2-й системой провязывается ряд ластика с образованием набросков на местах перенесенных петель (операция 3). При следующем движении каретки 1-я система сбрасывает полученные наброски для разрежения участка сбавки (операция 4), а 2-я система переносит крайнюю левую петлю с передней игольницы на заднюю (операция 5). Освободившаяся игла выключается из работы.
Рис. 4. Последовательность операций в режиме сбавок при вязании ластика 1+1: а – при переносе одной крайней петли; б – при переносе двух крайних петель
Рис. 5. Последовательность операций в режиме сбавок при вязании ластика 1+1 при переносе шести крайних петель Задняя игольница сдвигается вправо на один игольный шаг (операция 6) и происходит перенос крайней петли слева с задней игольницы на переднюю (образуется сдвоенная петля) и крайней петли справа с передней игольницы на заднюю (операция 7). Задняя игольница сдвигается влево на один игольный шаг (операция 8) и каретка совершает ход с переносом двух крайних петель справа с задней игольницы на переднюю (операция 9) – образуется сдвоенная петля с правого края детали. Задняя игольница сдвигается вправо на один игольный шаг (операция 10). Каретка совершает ход с переносом крайней правой петли с передней игольницы на заднюю (операция 11). Задняя игольница сдвигается влево на ¾ игольного шага (операция 12), занимая исходное положение. Количество дополнительных ходов каретки для данного случая равно четырем: первый ход – операции 4, 5; второй – операция 7; третий – операция 9; четвертый – операция 11. Как видно из рис. 4 и 5, увеличение количества переносимых петель приводит к тому, что число операций возрастает, однако их суть и последовательность не меняются. Сбавки при вязании ластика так же, как и глади, сопровождаются дополнительными ходами каретки без образования петель. Отличие состоит в том, что при вязании ластика количество дополнительных ходов зависит от числа переносимых петель. Эту зависимость для одной симметричной сбавки при вязании ластика 1+1 можно выразить следующим образом: Nдоп = 2k + 2, где Nдоп – дополнительное количество ходов каретки без образования петель; k – число переносимых петель от края детали в режиме сбавок. Понятно, что чем больше петель от края переносится при сбавках, тем больше времени требуется на их выполнение. Перенос петель при сбавках выполняется при замедленной скорости движения каретки. Если вязание происходит, например, при рабочей скорости 0,8 м/с, то петлеперенос – при скорости 0,6 м/с. Это необходимо для того, чтобы обеспечить надежность процессов петлеобразования и петлепереноса и исключить возможность обрыва нити, соскальзывания петель и т. п. Очевидно, что эти факторы оказывают влияние на машинное время вязания изделия и, следовательно, на производительность оборудования.
|