-
Как продвинуть сайт на первые места?Вы создали или только планируете создать свой сайт, но не знаете, как продвигать? Продвижение сайта – это не просто процесс, а целый комплекс мероприятий, направленных на увеличение его посещаемости и повышение его позиций в поисковых системах.Ускорение продвиженияЕсли вам трудно попасть на первые места в поиске самостоятельно, попробуйте технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Если ни один запрос у вас не продвинется в Топ10 за месяц, то в SeoHammer за бустер вернут деньги. Начать продвижение сайта
-

-
Сервис онлайн-записи на собственном Telegram-ботеТот, кто работает в сфере услуг, знает — без ведения записи клиентов никуда. Мало того, что нужно видеть свое расписание, но и напоминать клиентам о визитах тоже. Нашли самый бюджетный и оптимальный вариант: сервис VisitTime.
Для новых пользователей первый месяц бесплатно. Чат-бот для мастеров и специалистов, который упрощает ведение записей: — Сам записывает клиентов и напоминает им о визите;
— Персонализирует скидки, чаевые, кэшбэк и предоплаты;
— Увеличивает доходимость и помогает больше зарабатывать; Начать пользоваться сервисом
| Ремонт крышек люков полувагонов |
|
Страница 1 из 3 Введение Железнодорожный транспорт является основным видом транспорта России, имеет важнейшие значение для нашей страны. Большое значение имеет рациональность конструкции вагонов и их технико-экономических показателей, провозную способность дорог, возможность широкого внедрения механизации и автоматизации при изготовлении и ремонте вагонов, а также их эксплуатации. Большую часть парка железнодорожных вагонов составляют грузовые вагоны различных типов. Полувагоны составляют значительную часть грузового вагонного парка, используемую наиболее интенсивно. Полувагон не имеет крыши, а пол его составлен из разгрузочных люков. Полувагоны предназначены для перевозки массовых сыпучих и навалочных грузов, не требующих защиты от атмосферных осадков,— руды, леса, угля, металла, а также автомашин, сельскохозяйственной техники и др. Этот тип вагона позволяет широко применять механизированную погрузку и выгрузку, в том числе и на вагоноопрокидывателях. Перевозка таких массовых грузов, как руда, каменный уголь, лес и др., осуществляется маршрутами. Практика показала, что для маршрутных перевозок массовых тяжелых грузов, особенно на грузонапряженных направлениях, нужны большегрузные восьмиосные полувагоны с повышенными нагрузками на 1 м пути. Полувагоны оборудованы подножками и поручнями, необходимыми для безопасной работы составителей, а также наружными и внутренними лестницами, расположенными по диагонали на боковых стенах с внутренней и наружной сторон кузова. Для навески поездных сигналов кузова снабжены кронштейнами, а для увязки и крепления груза снаружи и внутри кузова оборудованы скобами и кольцами. Для возможности перевозки лесоматериалов с «шапкой» предусмотрены скобы для установки лесных стоек. Для подтягивания вагона с помощью лебёдки снаружи кузова приварены чалочные приспособления. Кузов полувагона цельнометаллический, с четырнадцатью разгрузочными люками в полу и двустворчатыми торцевыми дверями (рис.1). Он состоит из рамы, двух боковых и двух торцевых стен, а также пола, образованного крышками люков.
Рисунок 1 – Полувагон Исправное состояние находящегося в эксплуатации подвижного состава — непременное условие его нормального содержания. Правилами технической эксплуатации «запрещается выпускать в эксплуатацию и допускать к следованию в поездах подвижной состав, имеющий неисправности, угрожающие безопасности движения, а также ставить в поезда грузовые вагоны, состояние которых не обеспечивает сохранность перевозимых грузов. Не допускается включать в поезда пассажирские вагоны, имеющие неисправности отопления, электрооборудования, вентиляции и другие неисправности, нарушающие нормальные условия перевозни пассажиров». Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок. — Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта. — Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы). — SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание. SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение Ответственность за качество выполненного технического обслуживания, ремонта и безопасность движения вагонов возлагается как на работников, непосредственно осуществляющих техническое обслуживание и ремонт, так и на мастеров, начальников заводов, депо, мастерских, пунктов подготовки вагонов к перевозкам и пунктов технического обслуживания. В Правилах технической эксплуатации установлены основные требования к техническому обслуживанию и ремонту вагонов. В соответствии с этими требованиями МГТС установлена система технического обслуживания н ремонта вагонов, а также нормы межремонтного пробега и сроки периодичности ремонтов. Содержание вагонов в исправном состоянии достигается регулярным техническим обслуживанием их по пути следования и своевременным ремонтом изношенных и поврежденных элементов вагона. Правила технической эксплуатации запрещают подачу под погрузку грузов и посадку людей без предъявления вагонов к техническому обслуживанию и записи в специальном журнале о признании их годными. Все вагоны подвергаются техническому обслуживанию в пунктах подготовки вагонов к перевозкам, на станциях формирования и расформирования поездов, а в пути следования — на станциях, предусмотренных в графике движения поездов. Установлены следующий порядок и виды технического обслуживания грузовых вагонов: ТО — техническое обслуживание групп или целых составов порожних вагонов с устранением всех неисправностей и недостатков с таким расчетом, чтобы не было никаких ограничений годности вагонов, как в погрузке, так и к следованию в поездах. Такие работы организуются в пунктах подготовки вагонов под погрузку. Эти пункты, как правило, располагаются непосредственно в самих пунктах погрузки или на станциях, предшествующих им. ТО может быть также организовано и на станциях в районах разгрузки, т. е. перед отправкой составов вагонов к местам погрузки; ТР-1 — текущий ремонт грузовых груженых вагонов без отцепки их от поездов по пути следования на станциях, где расположены пункты технического обслуживания вагонов, с устранением повреждений, износов и неисправностей, появившихся во время движения; Сервис онлайн-записи на собственном Telegram-боте
Попробуйте сервис онлайн-записи VisitTime на основе вашего собственного Telegram-бота:— Разгрузит мастера, специалиста или компанию; — Позволит гибко управлять расписанием и загрузкой; — Разошлет оповещения о новых услугах или акциях; — Позволит принять оплату на карту/кошелек/счет; — Позволит записываться на групповые и персональные посещения; — Поможет получить от клиента отзывы о визите к вам; — Включает в себя сервис чаевых. Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе ТР-2 — текущий ремонт с отцепкой от поездов грузовых вагонов для устранения неисправностей, которые невозможно устранить за время стоянки поезда на станции с пунктом технического обслуживания. Порядок предъявления вагонов и поездов к техническому обслуживанию и уведомления о годности вагонов и готовности поездов, а также порядок осмотра и ремонта вагонов перед постановкой в поезд на промежуточных станциях устанавливается начальником дороги. Работники пункта подготовки вагонов к перевозкам и пунктов технического обслуживания несут ответственность за безопасность движения и проследование вагонов без отцепки от поезда в пределах гарантийного участка, установленного начальником дороги, и должны своевременно и в точном соответствии с технологическим процессом и графиком движения поездов производить техническое обслуживание и ремонт вагонов. Кроме того, все вагоны подвергают периодическому капитальному и деповскому ремонту. Капитальный ремонт вагонов выполняют на вагоноремонтных заводах, которыми руководит Главное управление по ремонту подвижного состава и производству запасных частей. На этих же заводах модернизируют подвижной состав в соответствии с установленным планом. В зависимости от типа вагонов и интенсивности их использования МПС установлены межремонтные сроки капитального ремонта. Между капитальными ремонтами вагоны проходят деповской ремонт. Сроки деповского ремонта также устанавливает МПС. Пассажирские цельнометаллические вагоны международного сообщения и вагоны с установками для кондиционирования воздуха проходят ежегодный деповской ремонт на вагоноремонтных заводах. Все пассажирские вагоны проходят единую техническую ревизию через каждые шесть месяцев между плановыми видами ремонта. Все виды периодического ремонта вагонов и контейнеров выполняют в соответствии с правилами ремонта, утвержденными ОАО «РЖД». Ремонт крышек люков полувагонов Крышки люков полувагонов считаются полом полувагона, поэтому они являются самыми нагруженными его деталями, а также служат для нижней разгрузки сыпучих грузов. Очень часто причиной их повреждения является разгрузка грейферными погрузчиками, в результате чего полувагон становится непригодным под погрузку.
Рисунок 1.1 – Крышка люка полувагона Крышки люков снимают для осмотра, ремонта и замены, а также для замены типовыми не менее десяти крышек. На полувагонах с невыработанным сроком службы, заменяют крышки люков, имеющие толщину сечения листа менее 4 мм на площади более половины листа. Толщину замеряют между гофрами при расстоянии от 450 до 500 мм от козырька или передней отбортовки. Крышки люков должны изготавливаться из стали 09Г2Д или стали 10ХНДП ГОСТ 19281 и отвечать действующим «Нормам для расчета и проектирования вагонов железных дорог МПС колеи 1520 мм (несамоходных)», ГосНИИВ-ВНИИЖТ 1996 г. Петли крышек люков заменяют типовыми в случае износа отверстий под валик более 2 мм или изломов. Крышки люков с трещинами или с местными выработками ремонтируют в соответствии с действующей ремонтно-технической документацией на производство сварочных работ. Новые крышки люков полувагонов, должны быть изготовлены по чертежам, согласованным с Департаментом вагонного хозяйства. Крышки люков должны легко открываться и закрываться. Запрещается устанавливать нетиповые валики. Крышки люка, имеющие приклёпанные кронштейны, должны быть заменены на новые литые с косо расположенными кронштейнами.
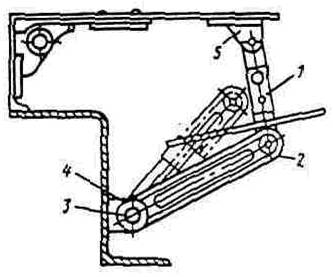
Рисунок 1.2 – Установка торсионно-рычажного механизма на раме полувагона 1 – верхний рычаг; 2 – нижний рычаг; 3 – подшипник; 4 – торсион; 5 – державка
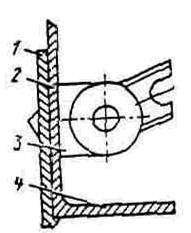
Рисунок 1.3 – Ремонт хребтовой балки в месте установки подшипника торсиона 1 – усиливающая накладка; 2 – заплата; 3 – подшипник; 4 – хребтовая балка Торсионы осматривают, неисправности в них устраняют, с трещинами, изломами заменяют новыми, трущиеся поверхности смазывают. Механизмы для облегчения подъема крышек люков торсионно-рычажного типа (рисунок 9) разбирают, детали осматривают, поврежденные ремонтируют или заменяют новыми, отсутствующие заменяют. Суммарный износ в шарнирных соединениях рычагов не должен превышать 2 мм. При износах более 2 мм заменяют на новые. Угол закручивания торсиона определяют по его положению вразъединенном состоянии и измеряют от вертикальной оси. При этом наклон нижнего рычага от вертикальной оси должен составлять от 25° до 35°. Место установки кронштейна у хребтовой балки тщательно осматривают. При наличии трещин по сварке швы разделывают до основного металла и заваривают. При выработке металла хребтовой балки на месте установки ушка разрешается приваривать по всему периметру вставку толщиной 10,5 мм из стали 09Г2 ГОСТ 19281с Х-образной разделкой кромок и зачисткой сварного шва заподлицо с основным металлом.
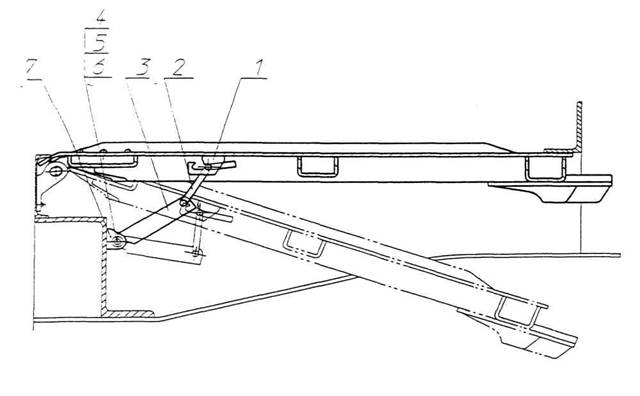
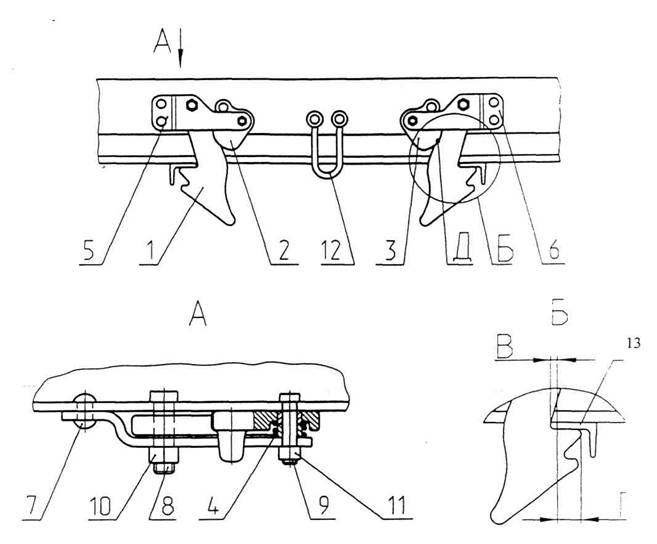
Рисунок 1.4 – Механизм подъема крышек люков 1 – опора; 2 – торсион; 3 – рычаг; 4 – валик; 5 – шайба; 6 – шплинт; 7 – ушко Все соединения торсионно-рычажного механизма смазывают смазкой УСсА ГОСТ 3333. Допускается применять отработанную смазку ЛЗ-ЦНИИ. При собранном торсионно-рычажном механизме, крышка люка должна подниматься усилием одного человека. В открытом состоянии крышки люков у четырехосных полувагонов должны ложиться на оба упора, для чего разрешается наращивать один из упоров приваркой прокладки или наплавлять поверхности упора с последующей механической обработкой на величину до полного прилегания крышки люка. При ремонте механизма закрывания крышек люков (рисунок 10), детали независимо от технического состояния снимают, предварительно срезают гайки, вынимают болты, тщательно проверяют. Изношенные детали запорного механизма восстанавливают наплавкой до чертежных размеров. Болты, гайки и пружины с изломом и потерявшие упругость устанавливают новые. Стопорение болтов с гайками запорных механизмов крышек люков производится дуговой сваркой катетом 3 мм длиной от 5 до 10 мм. Способ сварки полуавтоматический или ручной. Скобы запорных механизмов установленные на заклепках, при необходимости восстановления размеров отверстий снимают с вагона. Местные зазоры между крышкой люка и плоскостью ее прилегания допускаются не более 4 мм. Для устранения зазоров более 4 мм, разрешается приварка не более одной планки на запорных угольниках крышек люков толщиной не более 12 мм, шириной 50 мм, длиной от 60 до 100 мм и наложением бокового и торцового сварных швов. Вновь изготовленные запорные секторы и закидки должны быть стальные, литые или цельноштампованные. В рабочем состоянии зазор между литым пальцем запорного сектора и скобой запорного механизма В (рисунок 10) должен быть от 0 до 8 мм. В закрытом положении запорного механизма (с подпружиненными секторами черт. 132.01.45.006-1, 132.01.45.007-1) на каждой крышке допускается суммарный зазор В рисунок 10) до 6 мм между закидками 1 и кронштейнами 13 крышки люка, при этом минимальная величина захода Г кронштейна на закидку должна быть не менее 40 мм при полном прилегании закидок к секторам, пальцы секторов должны лежать на скобах 5 или 6 мм. При зазоре В более указанного значения необходимо производить наплавку валика дуговой сваркой на опорной поверхности сектора длиной не менее 30 мм влево от точки Д сопряжения сектора с закидкой, шириной 12-15 мм и высотой не более 5 мм с плавным переходом в начале и в конце сварного шва, с зачисткой неровностей наплавленного металла или произвести замену изношенных секторов. При этом детали запорного механизма должны плотно прилегать друг к другу. Крышки люка, имеющие приклепанные кронштейны, заменятся на новые косорасположенными кронштейнами. На полувагонах постройки после 2001 г. с невыработанным сроком службы крышки люком, имеющие толщину сечения менее 4 мм заменять. В крышках люков полувагонов, ремонтируемых без снятия их с вагона разрешается:
Рис 1.5 – Механизм закрывания крышек люков 1 – закидка; 2 – сектор левый; 3 – сектор правый; 4 – пружина; 5 – скоба левая; 6 – скоба правая; 7 – заклепка; 8,9 – болт; 10,11 – гайка; 12 – скоба; 13 – кронштейн крышки люка. Ремонт снятых с полувагонов крышек люков при текущем отцепочном ремонте производится в отделении правки люков и дверей полувагонов на прессе для правки деталей вагонов ППДВ -01. Изгиб каркаса крышки люка более 10 мм, а также выпуклость (вогнутость) обшивки править на специализированном стенде отделении правки дверей и люков полувагонов. Петли крышек люков должны быть штампованными.
|