-

-
Сервис онлайн-записи на собственном Telegram-ботеТот, кто работает в сфере услуг, знает — без ведения записи клиентов никуда. Мало того, что нужно видеть свое расписание, но и напоминать клиентам о визитах тоже. Нашли самый бюджетный и оптимальный вариант: сервис VisitTime.
Для новых пользователей первый месяц бесплатно. Чат-бот для мастеров и специалистов, который упрощает ведение записей: — Сам записывает клиентов и напоминает им о визите;
— Персонализирует скидки, чаевые, кэшбэк и предоплаты;
— Увеличивает доходимость и помогает больше зарабатывать; Начать пользоваться сервисом -
Как продвинуть сайт на первые места?Вы создали или только планируете создать свой сайт, но не знаете, как продвигать? Продвижение сайта – это не просто процесс, а целый комплекс мероприятий, направленных на увеличение его посещаемости и повышение его позиций в поисковых системах.Ускорение продвиженияЕсли вам трудно попасть на первые места в поиске самостоятельно, попробуйте технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Если ни один запрос у вас не продвинется в Топ10 за месяц, то в SeoHammer за бустер вернут деньги. Начать продвижение сайта
| Ремонт крышек люков полувагонов |
|
Страница 2 из 3
Пресс для правки деталей вагонов Назначение и область применения Пресс предназначен для восстановления утраченных форм люков и дверей полувагонов, бортов платформ, дверей крытых вагонов и других деталей грузовых вагонов. Пресс может использоваться на соответствующих участках ремонта грузовых вагонов в депо, вагоноремонтных заводах, механизированных пунктах подготовки вагонов, оснащенных кран-балкой рузоподъемностью 2,0 т и обеспечивающих ремонтные работы в условиях температуры окружающей среды от +5 до +40 °С, допустимой влажности воздуха до 80 % при температуре +20 °С. Технические данные Питающая электрическая сеть трехфазная
Тип приводов гидравлический
Силовые гидроцилиндры:
Перемещения кареток на портале и рабочем столе автономные и независимые друг от друга
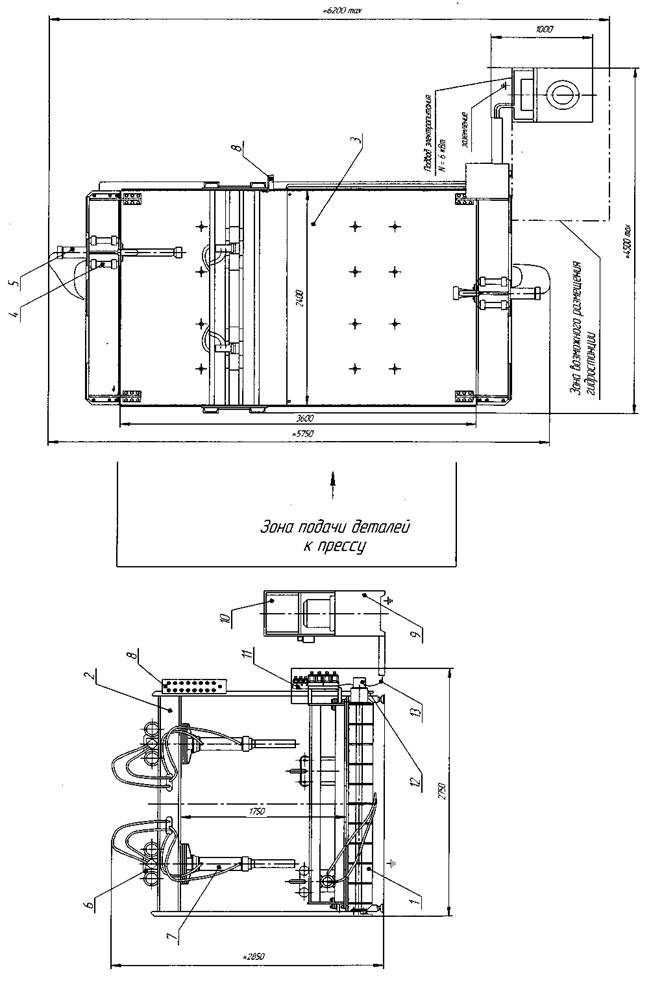
Условия эксплуатации Пресс предназначен для эксплуатации в условиях вагоноремонтных предприятий с температурой окружающей среды от +5 °С до +40 °С, допустимой относительной влажностью не выше 80 % при температуре +20 °С, оснащенных стандартной электрической сетью 380 В, 50 Гц, кран-балкой или мостовым краном грузоподъемностью 2 т, не менее. <>В качестве гидравлической жидкости допускается использовать любое минеральное или синтетическое масло с вязкостью от 10 до 40 сСт при 50 °С, очищенное не ниже 14 класса. При заливке масла в бак пресса использовать только чистые принадлежности. При эксплуатации не должны иметь место механические повреждения и сварочные брызги на поверхностях штоков гидроцилиндров и соединений трубопроводов. Состав пресса Рабочий стол - 1 шт. Передвижной портал - 1 шт. Каретка с вертикальным силовым гидроцилиндром - 2 шт. Каретка с горизонтальным силовым гидроцилиндром - 2 шт. Гидростанция - 1 шт. Гидропанель - 1 шт. Пульт управления общий - 1 шт. Шкаф электрический - 1 шт. Комплект гидроразводки и трубопроводов - 1 шт. Комплект электроразводки и жгутов - 1 шт. Устройство пресса Конструкция ППДВ-01 выполнен (рис. 2.1.) в виде платформы 1 с установленным на ней подвижным порталом 2. Конструкция платформы коробчатая. Верхняя ее часть накрыта стальной плитой, представляющей собой рабочий стол 3, на поверхность которого укладываются объекты правки. Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок. — Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта. — Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы). — SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание. SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение Рабочий стол по краям коротких сторон имеет балочные кронштейны-направляющие со смонтированными на них двумя подвижными каретками4. В каретках закреплены горизонтально расположенные силовые гидроцилиндры 5. Каждая каретка снабжена рукояткой и перемещается с ее помощью вручную вдоль балки. Подвижной портал перемещается цепным приводом на базе гидромотора 12. На балке портала, состоящей из двух коробчатых балок, размещены две каретки 6 с возможностью автономного и независимо друг от друга горизонтального перемещения. В каретках закреплены соответственно два силовых гидроцилиндра 7. Приводы перемещения данных кареток выполнены на гидромоторах и управляются с общего пульта пресса. В нижней части стоек портала размещаются оси с четырьмя опорными роликами (по два с каждой стороны) и натяжные звездочки крепления тяговых цепей
Рисунок 2.1. – Общий вид пресса Пульт управления прессом (общий) закреплен на одной из стоек портала. Гидростанция 9 и панель ее управления 10 с блоком временных задержек собраны в единый блок (шкаф электрический) и располагаются в непосредственной близости о рабочего стола со стороны крепления гидропанели и соединяется с ней двумя гибкими трубопроводам 13 длиной 2 м. Гидропанель 11 с гидрораспределителями размещена во внутренней полости рабочего стола. Перемещая портал 2 вдоль более протяженной стороны рабочего стола 3, а вертикальные гидроцилиндры 7 вдоль горизонтальной полки портала, обеспечивают ориентацию вертикальных усилий на объекты правки в любых его двух точках. Горизонтальные гидроцилиндры 5 создают встречные горизонтальные усилия в направлениях от торцов к центру рабочего стола 3, прикладываются в любой паре противолежащих точек на торцах объектов правки путем независимого перемещения соответствующих кареток 4. На поверхности стола имеются несколько рядов отверстий диаметром 40 мм для размещения в них жестких упоров. Гидравлическая схема пресса Гидравлическая схема (далее гидросхема) 1ППДВ-01 служит для питания жидкостью (маслом) под давлением всех ее гидроузлов и управления работой ее элементов. Управление направлениями потоков масла и поддержание требуемых режимов давления осуществляется золотниковыми гидрораспределителями с электроуправлением, предохранительными и обратными клапанами, а также входящими в конструкцию гидростанции устройствами очистки и охлаждения масла. Принципиальная схема гидросистемы приведена на рис. 2. На ней показаны источник питания энергии жидкости под давлением - гидростанция (ГС), исполнительные элементы - силовые гидроцилиндры вертикальные Ц1, Ц2 и горизонтальные ЦЗ, Ц4 и гидромоторы ГМ1...ГМЗ, управляющая часть, содержащая гидрораспределители Р1.. .Р8.> Сервис онлайн-записи на собственном Telegram-боте
Попробуйте сервис онлайн-записи VisitTime на основе вашего собственного Telegram-бота:— Разгрузит мастера, специалиста или компанию; — Позволит гибко управлять расписанием и загрузкой; — Разошлет оповещения о новых услугах или акциях; — Позволит принять оплату на карту/кошелек/счет; — Позволит записываться на групповые и персональные посещения; — Поможет получить от клиента отзывы о визите к вам; — Включает в себя сервис чаевых. Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе
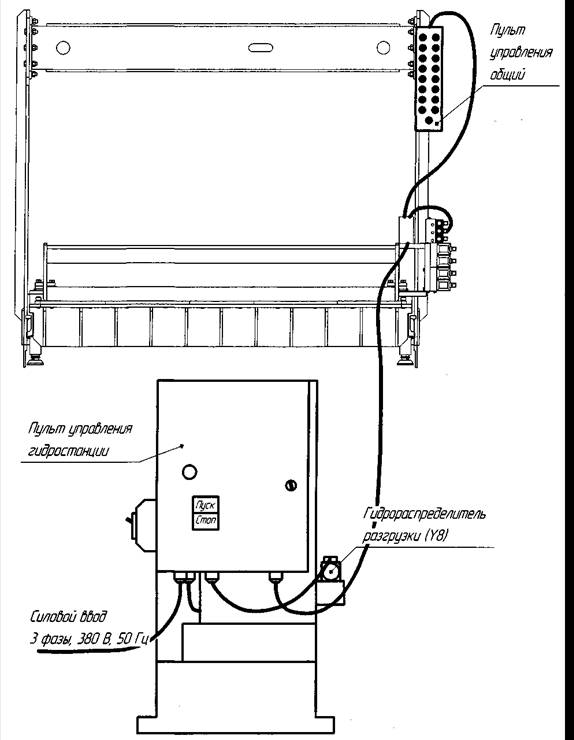
Рисунок 2.2. – Схема кабельных соединений Гидростанция (ГС) типа Г48-3 выполнена на базе гидравлического насосного агрегата - трехфазного электродвигателя мощностью 5, 5 кВт и двухпоточного пластинчатого насоса с производительностью по каждому потоку 15/30 литров в минуту. Давление насоса на выходе достигает 15 МПа (150 кгс/см), Гидронасос размещается в гидробаке емкостью 63 литра. Он снабжен напорным фильтром, обеспечивающим полную очистку основного потока масла, и теплообменником для его охлаждения. Гидростанция оборудована двумя предохранительными клапанами, настройкой которых ограничивается давление в напорной линии подвода (на выходе ГС) до (15 + 1) МПа (160 кгс/см2). Манометр, соединяемый через золотник с выходом любого из двух потоков насосного агрегата и линией его слива, позволяет контролировать давление в этих магистралях. Исполнительная часть гидросистемы представлена следующими гидроцилиндрами (Ц) и гидромоторами (ГМ): Ц1 и Ц2 - силовые «вертикальные» гидроцилиндры, действующие автономно, независимо друг от друга, в направлении сверху-вниз, для формирования усилий при взаимодействии с объектом правки; ЦЗ и Ц4 - силовые «горизонтальные» гидроцилиндры, действующие автономно, независимо друг от друга, для формирования усилий горизонтально-встречных в направлении от торцов внутрь объекта правки; ГМ1 и ГМ2 - гидромоторы в приводах автономного и независимого друг от друга перемещения кареток по горизонтальной полке портала, в которых закреплены цилиндры Ц1 и Ц2; ГМЗ - гидроцилиндр привода перемещения портала вдоль рабочего стола Управляющая часть гидросистемы представлена семью трехпозиционными распределителями Р1...Р7, каждый с управлением от двух электромагнитов с пружинным центрированием, и одним двухпозиционным - Р8 с одним электромагнитом и пружинным возвратом. В исходном состоянии электромагниты Y всех распределителей Р1...Р8 обесточены, при этом распределители Р1...Р7, находясь в нейтральной позиции, запирают линии подвода и слива масла к приводам Ц1...Ц4 и ГМ1...ГМЗ, а распределитель Р8 соединяет, как показано на принципиальной схеме рис. 2, напорную линию со сливом и разгружает насос, т. е. жидкость сливается в бак. При включении любого из распределителей Р1...Р7 включается электромагнит Y8 распределителя Р8, напорная линия отсекается от линии слива, обеспечивая тем самым подачу жидкости под давлением к исполнительным приводам через свои распределители Р1.. .Р7. При этом: Р2 - управляют выдвижением штоков, формированием вертикальных усилий правки и возвратом штоков силовых гидроцилиндров Ц1 и Ц2 соответственно; РЗ, Р4 - управляют выдвижением штоков во встречных направлениях, формированием горизонтальных усилий правки и возвратом штоков силовых гидроцилиндров ЦЗ и Ц4 соответственно; Р5, Р6 - управляют включением одного или другого направления вращения гидромоторов ГМ1, ГМ2 в приводах горизонтальных перемещений кареток силовых гидроцилиндров Ц1, Ц2 соответственно на портале с удержанием их (при выключенных электромагнитах) в любых точках при выборе мест приложения вертикальных усилий правки; Р7 - управляет перемещением портала вдоль рабочего стола и остановом его в любой требуемой позиции. В линиях подвода распределителей Р5...Р7 установлены специально подобранные дроссели для ограничения скорости перемещения кареток и портала. Работа на прессе при восстановлении формы объектов правки Подготовка пресса к работе Перед включением пресса необходимо провести визуальный контроль:
Основные технологические операции и переходы Технологический процесс правки проводить в следующей последовательности:
|