
-

-
Сервис онлайн-записи на собственном Telegram-ботеТот, кто работает в сфере услуг, знает — без ведения записи клиентов никуда. Мало того, что нужно видеть свое расписание, но и напоминать клиентам о визитах тоже. Нашли самый бюджетный и оптимальный вариант: сервис VisitTime.
Для новых пользователей первый месяц бесплатно. Чат-бот для мастеров и специалистов, который упрощает ведение записей: — Сам записывает клиентов и напоминает им о визите;
— Персонализирует скидки, чаевые, кэшбэк и предоплаты;
— Увеличивает доходимость и помогает больше зарабатывать; Начать пользоваться сервисом -
Как продвинуть сайт на первые места?Вы создали или только планируете создать свой сайт, но не знаете, как продвигать? Продвижение сайта – это не просто процесс, а целый комплекс мероприятий, направленных на увеличение его посещаемости и повышение его позиций в поисковых системах.Ускорение продвиженияЕсли вам трудно попасть на первые места в поиске самостоятельно, попробуйте технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Если ни один запрос у вас не продвинется в Топ10 за месяц, то в SeoHammer за бустер вернут деньги. Начать продвижение сайта
| Визуальной оценки цветового различия |
|
Страница 2 из 5
∆E в полиграфии Колориметрические данные находят все большее непосредственное применение в полиграфии, а сами колориметры непосредственно используются в процессе управления цветом и оценки качества продукции. Результаты измерений в виде трех колориметрических координат цвета дают возможность напрямую использовать их в программных продуктах. При установлении цвета как бумаги, так и красок, а также цветовых различий современный Международный стандарт ISO 12647-2:2004 [2]оперирует исключительно колориметрическими характеристиками. В апреле 2007 года официально опубликованы поправки к Международному стандарту - ISO 12647-2:2004/Amd.1:2007. В результате их введения изменились колориметрические координаты бинаров и чуть-чуть поблек желтый цвет. При этом, корректировки в основном коснулись зеленого и синего цветов, последний из которых отличается от первоначального значения на ∆E*ab=0.1 [1]. Таблица 1 - Допуск на цветовое различие ΔЕ
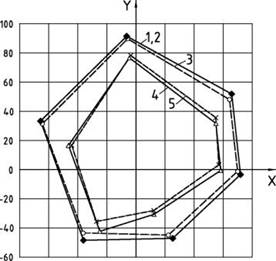
Данные взяты из выдержки второй редакции Международного стандарта ISO 12647-2:2004 «Полиграфические технологии. Управление процессами цветоделения, изготовления цветопроб и тиражных оттисков. Часть 2: Офсетная печать» Рисунок 1 - Допуск на цветовое различие ΔЕ при печати смесевыми цветами
X - CIELAB красно-зеленная координата a*; Y - CIELAB желто-синяя координата b*; 1, 2, 3, 4 и 5 - типы бумаги. Необходимо отметить, что соответствие оттиска подписному листу определяется не в произвольно взятой точке сюжета, а непосредственным сравнением спектральных характеристик соответствующих элементов их контрольных шкал. Это связано с тем, что анализ реального изображения на печатном оттиске представляется крайне сложной задачей. Многие специалисты, занимающиеся изучением восприятия цвета, выражают сомнение в том, что это станет возможно даже в неопределенном будущем. На сегодня более или менее развита базовая колориметрия, занимающаяся измерением цвета равномерно окрашенных полей в стандартных условиях. В связи с этим, в настоящее время проверять параметры соответствия возможно и необходимо исключительно по контрольной шкале, которая в обязательном порядке должна добавляться к сюжетной части изображения. Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
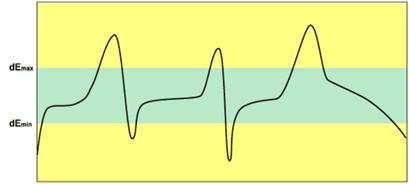
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок. — Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта. — Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы). — SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание. SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение Кроме того, следует иметь в виду, что стандарт ISO 12647-2:2004 распространяется исключительно на бумагу белого цвета, и любая попытка применить заложенные в нем нормы для других печатных основ не совсем корректна [1]. Контроль качества Д.Рамонов в статье , Контроль качества в режиме онлайн, пишет что ,cистемы контроля качества позволяют идентифицировать бракованные оттиски и избежать конфликтов с заказчиком, однако, что еще более важно, они дают возможность реализовать стратегию предотвращения дефектов. Предупредить появление дефектов возможно путем контроля в реальном времени параметров качества и заблаговременной корректировки их значений,. На рисунке 2 представлен пример изменения одного из важных параметров качества — значения оценки цветового различия dE без применения системы предотвращения дефектов. Как видно из графика – продолжает автор - в процессе выполнения заказа чередуются периоды стабилизации параметра качества с периодами нестабильности, когда происходят резкие изменения его значения. Система идентификации фиксирует дефект (светлая зона графика), однако для минимизации потерь важно устранить причину его возникновения, причем сделать это желательно заранее, не допуская брака. Рисунок 2 – Изменение значения оценки цветового различия dE при печати тиража
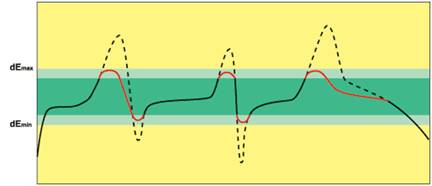
Система контроля фиксирует приближение оценки цветового различия к критическому значению (верхняя и нижняя граница темной зоны графика) и либо оповещает печатника, либо автоматически генерирует корректирующий управляющий импульс. Благодаря этому, даже несмотря на инерционность технологических механизмов, значение контрольного параметра остается в допустимом диапазоне, и брака удается избежать, [2]. Описанная технология предотвращения брака имеется далеко не на всех печатных машинах, хотя последние модели печатных машин оснащаются автоматической коррекцией подаваемой краски. Следующий рисунок иллюстрирует выполнение того же тиража с применением стратегии предотвращения дефектов. Рисунок 3 - Изменение значения оценки цветового различия dE с системой контроля
В процессе печати тиража, контроль качества продукции оценивается по стандарту ISO 12647, позволяющий добиться высокого качества печатной продукции. Стандартизация процесса офсетной печати в соответствии с нормами ISO 12647 принята во всем мире. Методы печати, приложения и инструментарий, изложенные в стандарте ISO 12647, разработанного 10 лет назад, с успехом применяются заказчиками, агентствами и типографиями на всех этапах производства полиграфической продукции. Сервис онлайн-записи на собственном Telegram-боте
Попробуйте сервис онлайн-записи VisitTime на основе вашего собственного Telegram-бота:— Разгрузит мастера, специалиста или компанию; — Позволит гибко управлять расписанием и загрузкой; — Разошлет оповещения о новых услугах или акциях; — Позволит принять оплату на карту/кошелек/счет; — Позволит записываться на групповые и персональные посещения; — Поможет получить от клиента отзывы о визите к вам; — Включает в себя сервис чаевых. Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе Цель стандарта - описать и объяснить минимальный набор основных параметров процесса необходимых для однозначного определения визуальных характеристик и соответствующих технических свойств пробного или тиражного оттиска, произведённого с применением цифровых данных или с комплекта растровых цветоделённых фотоформ. Чтобы иметь возможность контролировать качество печатного оттиска или цветопробы, следует использовать контрольные шкалы. На любой цифровой или аналоговой пробе, должна находиться контрольная шкала Ugra/FOGRA Media Wedge. Кстати именно такая шкала применялась в статье технического перевода ,Оценка цветового различия и ее приемлемость при цветопробе на мониторе, [приложение А]. Она содержит 33 цветных контрольных поля, серый клин образованный хроматическими красками, серую полутоновую шкалу черного канала, а также незапечатанное контрольное поле. На рисунке 4 представлена шкала Ugra/FOGRA MediaWedgeCMYK v 2.0 [3]. Рисунок 4 - Ugra/FOGRA MediaWedgeCMYK v 2.0
Она предназначена для оперативного контроля качества цифровой пробы и может быть использована как электронное средство контроля при отображении CMYK данных в процессе допечатной подготовки. В соответствии со стандартами ISO 13656 и ISO 12647-1 контрольная шкала для пробного, контрольного и тиражного оттиска должна, как минимум, позволять измерять растровые контрольные поля в области средних тонов (40—50%) и в третьей четверти тона (75—80%), реализованные, если это возможно, круглыми растровыми точками, а также 100% поля CMYK. На рисунке 5 (а,б) представлены фрагменты шкалы Ugra/FOGRA Digital Print Control Strip . Рисунок 5 (а,б) - Контрольная шкала Ugra/FOGRA
С помощью данной шкалы в разделе ,Экспериментальная часть, будут измерены координаты 100% заливок триадных цветов, а также из двойных наложений для определения значения ∆E. Данные на цветовое различие триадных цветов можно найти в предыдущем разделе в таблице 1. В данном разделе были рассмотрены методы и инструменты для оценки качества печати, далее будут приведены формулы положенные в основу приборов для вычисления цветового различия.
|
|||||||||||||||||||

 5 (а);
5 (а); 5 (б);
5 (б);