|
Страница 12 из 17
Выбор оборудования, приспособлений и режимов обработок
Режимы ниточных соединений
Для соединения деталей одежды и обработки ее срезов (низ, борта, воротник и др.) используют ниточные, клеевые и сварные швы. К ниточным швам относят места обработки или соединения одного или нескольких слоев ткани строчками.
Ниточные швы выполняют одной или несколькими строчками. Строчки состоят из ряда стежков, которые являются элементами строчки. Стежки представляют собой переплетение ниток между проколами ткани иглой. В зависимости от характера переплетения ниток и расположения стежков на ткани строчки разнообразны по внешнему виду и строению. Многие одинаковые по своему строению строчки различаются по назначению.
Стежки и строчки в зависимости от способа их выполнения разделяют на ручные и машинные. Наиболее эффективными по скорости выполнения, прочности соединения и качеству обработки деталей являются машинные строчки. Поэтому ручные стежки и строчки в массовом производстве одежды имеют ограниченное применение. Последующие сведения о ручных стежках и строчках необходимы для предварительного ознакомления с элементами технологии одежды и терминологией.
Машинные стежки, выполняемые на швейных машинах, разных по конструкции и назначению, разделяются на челночные и цепные.
При изготовлении одежды ниточные швы применяют для соединения и обработки краев деталей, а также для отделки изделий. По внешнему виду и конструкции ниточные швы разнообразны. Их конструкция определяется расположением деталей и строчек в шве и величиной припусков на швы. В зависимости от конструкции и назначения ниточные швы делят на соединительные, краевые и отделочные.
Таблица 7 – Характеристика ниточных соединений
|
Наименование соединения
|
Схема соединения
|
Характеристика соединения
|
Номер игл
|
Тип или номер ниток
|
|
шва
|
строчки
|
|
название
|
параметры, мм
|
название
|
параметры
|
|
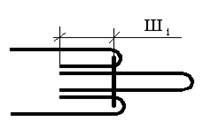
Рельефные швы переда и спинки до линии талии
|
2.02.03/(401).301
|
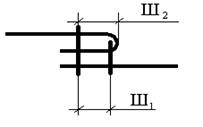
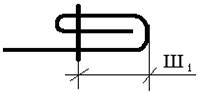
Настрочной с необметанными срезами
|
Ш1=10
Ш2=3
|
1. Стачивающая строчка двухниточного цепного стежка
2. Стачивающая строчка двухниточного челночного стежка
|
n1=3,5ст./см
n2=3,0ст./см
|
80–90
90–100
|
35 ЛЛ
36 ЛХ
45 ЛЛ
44 ЛХ
|
|
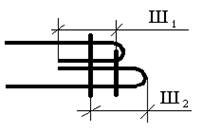
Рельефные швы переда, шов соединения кокетки со спинкой
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
|
2.02.04/(401.505).301
|
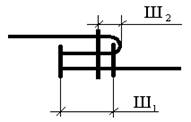
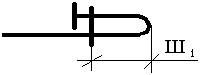
Настрочной с обметанными срезами
|
Ш1= 10
Ш2= 3
|
1. Комбинированная:
– стачивающая строчка двухниточного цепного стежка;
– обметочная строчка трехниточного цепного стежка
2. Стачивающая строчка двухниточного челночного стежка
|
n1=3,5ст./см
n2=3,5ст./см
b2= 5мм
n2=3,0ст./см
|
80–90
75–80
90–100
|
35 ЛЛ
36 ЛХ
24 ЛТ
45 ЛЛ
44 ЛХ
|
|
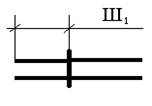
Боковые швы до линии талии, нижнего шва рукава
|
1.01.01.301
|
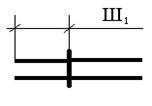
Стачной, выполненный одной строчкой без обметывания срезов
|
Ш1=10
|
Стачивающая строчка двухниточного челночного стежка
|
n1=3,0ст./см
|
80–90
|
35 ЛЛ
36 ЛХ
|
|
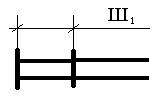
Боковые швы ниже линии талии
|
01.01.05/301. (505.505)
|
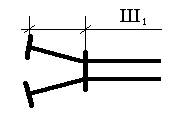
Стачной, выполненный одной строчкой с обметыванием срезов
|
Ш1=10
|
1. Стачивающая строчка двухниточного челночного стежка
2. Обметочная строчка трехниточного цепного стежка
3. Обметочная строчка трехниточного цепного стежка
|
n1=3,0ст./см
n2=3,5ст./см
b2= 5мм
n2=3,5ст./см
b2= 5мм
|
80–90
75–80
75–80
|
35 ЛЛ
36 ЛХ
24 ЛТ
24 ЛТ
|
|
Втачивание манжеты в рукав
|
1.12.01/301
|
Стачной, выполненный одной строчкой, без обметывания срезов
|
Ш1=10
|
Стачивающая строчка двухниточного челночного стежка
|
n1=3,0ст./см
|
90–100
|
45 ЛЛ
44 ЛХ
|
|
Втачивание рукава в пройму
|
1.01.01/301
|
Стачной, выполненный одной строчкой, без обметывания срезов
|
Ш1=10
|
Стачивающая строчка двухниточного челночного стежка
|
n1=3,0ст./см
|
80–90
|
35 ЛЛ
36 ЛХ
|
|
Обтачивание ворткника и борта
|
1.09.01/301.301
|
Обтачной в «кант», без обметывания срезов
|
Ш1= 10
Ш2= 3
|
1. Стачивающая строчка двухниточного цепного стежка
2. Стачивающая строчка двухниточного челночного стежка
|
n1=3,5ст./см
n2=3,0ст./см
|
80–90
90–100
|
35 ЛЛ
36 ЛХ
45 ЛЛ
44 ЛХ
|
|
Стачивание боковых швов, центрального шва спинки, нижнего шва рукава подкладки
|
1.01.02/301.505
|
Стачной, выполненный одной строчкой, с обметыванием срезов
|
Ш1=10
|
1. Стачивающая строчка двухниточного челночного стежка
2. Обметочная строчка трехниточного цепного стежка
|
n1=3,0ст./см
n2=3,5ст./см
b2= 5мм
|
80–90
75–80
|
25 ЛЛ
25 ЛХ
24 ЛТ
|
|
Обработка низа подкладки
|
6.03.04/301
|
Вподгибку с закрытым срезом
|
Ш1=20
|
Стачивающая строчка двухниточного челночного стежка
|
n1=3,0ст./см
|
80–90
|
25 ЛЛ
25 ЛХ
|
|
Обработка низа изделия
|
6.02.06/103.505
|
Вподгибку с открытым обметанным срезом
|
Ш1=20
|
1. Стачивающая строчка однониточного цепного потайного стежка
2. Обметочная строчка трехниточного цепного стежка
|
n1=1,5ст./см
n2=3,5ст./см
b2= 5мм
|
90-110
75–80
|
п/э 40/2
24 ЛТ
|
Режимы клеевых соединений
Таблица 8 – Параметры образования клеевых соединений деталей изделия
|
Наименование и артикул клеевого материала
|
Параметры процесса
|
|
Температура подушки пресса, оС
Сервис онлайн-записи на собственном Telegram-боте
Попробуйте сервис онлайн-записи VisitTime на основе вашего собственного Telegram-бота:
— Разгрузит мастера, специалиста или компанию;
— Позволит гибко управлять расписанием и загрузкой;
— Разошлет оповещения о новых услугах или акциях;
— Позволит принять оплату на карту/кошелек/счет;
— Позволит записываться на групповые и персональные посещения;
— Поможет получить от клиента отзывы о визите к вам;
— Включает в себя сервис чаевых.
Для новых пользователей первый месяц бесплатно.
Зарегистрироваться в сервисе
|
Удельное давление, МПа
|
Время выдержки, с
|
Увлажнение, %
|
|
Многозональный темоклеевой, Арт.: 75088
|
160
|
2,50
|
6-8
|
130-140
|
|
Клеевая кромка, Арт.: 4562/ZA4
|
120
|
2,0
|
4-6
|
130-140
|
|

