-
Как продвинуть сайт на первые места?Вы создали или только планируете создать свой сайт, но не знаете, как продвигать? Продвижение сайта – это не просто процесс, а целый комплекс мероприятий, направленных на увеличение его посещаемости и повышение его позиций в поисковых системах.Ускорение продвиженияЕсли вам трудно попасть на первые места в поиске самостоятельно, попробуйте технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Если ни один запрос у вас не продвинется в Топ10 за месяц, то в SeoHammer за бустер вернут деньги. Начать продвижение сайта
-

-
Сервис онлайн-записи на собственном Telegram-ботеТот, кто работает в сфере услуг, знает — без ведения записи клиентов никуда. Мало того, что нужно видеть свое расписание, но и напоминать клиентам о визитах тоже. Нашли самый бюджетный и оптимальный вариант: сервис VisitTime.
Для новых пользователей первый месяц бесплатно. Чат-бот для мастеров и специалистов, который упрощает ведение записей: — Сам записывает клиентов и напоминает им о визите;
— Персонализирует скидки, чаевые, кэшбэк и предоплаты;
— Увеличивает доходимость и помогает больше зарабатывать; Начать пользоваться сервисом
| Разработка конструкции и технологии производства сварного изделия |
|
Страница 8 из 10
Подготовка заготовок для сварных изделий Сварочные цехи, кроме основных участков, имеют заготовительные, где исходные материалы разделяют на заготовки, производят при необходимости их правку, гибку и обработку кромок под сварку. Последний вид обработки может производиться и в механических цехах предприятия. Для сварных изделий используют сортовой, фасонный, листовой прокат, трубы, а также литые и кованые заготовки. Из фасонного проката наиболее часто используют сталь прокатную угловую (ГОСТ 8509 — 72), балки двутавровые (ГОСТ 8239 — 72), швеллеры (ГОСТ 8240—72), а также трубы водогазопроводные (ГОСТ 3262 —7 2), бесшовные холоднотянутые (ГОСТ 8734 — 75) и горячекатаные (ГОСТ 8732 — 78) диаметром до 820 мм. Наибольшее применение находит листовой прокат: толстолистовой (горячекатаный) с толщиной 4 ... 160 мм (ГОСТ 19903—74) и тонколистовой (холоднокатаный) (ГОСТ 19904—74). Толщина листовой стали по сортаменту составляет 0,5 ... 0,8 (через 0,05 мм); 0,9 .. 1,8 (через 0,1 мм); 2; 2,2; 2,5; 2,8; 3; 3,2; 3,5; 3,8; 4; 4,5; 5...22 (через 1 мм); 25; 26... 42 (через 2 мм); 45; 48; 50; 52; 55 ... 110 (через 5 мм); 120; 125; 130; 140; 150; 160 мм. (Сортамент на конкретных предприятиях может иметь ограничение). ГОСТ 19903—74 регламентирует, кроме толщины, размеры по ширине, длине, а также предельные отклонения размеров. Предельные отклонения толщины горячекатаной листовой стали нормальной точности при ширине листов 1000…1500 мм даны в таблице.5. Таблица 5 Предельные отклонения толщины горячекатаного листового проката нормальной точности
Ширина листов —500 ... 1000 (через 50 мм) 1100; 1250; 1400; 1420; 1500... 3000 (через 100 мм); 3200 ... 3800 (через 200 мм). При этом длина может быть от 1000 до 12000 мм. Холоднокатаный прокат может поставляться и в рулонах массой до 20 т. Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок. — Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта. — Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы). — SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание. SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение Листовой прокат бывает повышенной (группа А) и нормальной точности (группа Б) по толщине. Изготавливают листовой прокат из сталей углеродистых обычного качества (ГОСТ 380—71), углеродистых качественных (ГОСТ 1050—74), низколегированных (ГОСТ 19282—73), легированных качественных (ГОСТ 4543—71), высоколегированных коррозионностойких и жаростойких (ГОСТ 5632—72) и других сплавов специального назначения. Пример обозначения толстолистового проката горячекатаного группы Б, толщиной 25 мм из стали 20 без указания размеров листа:
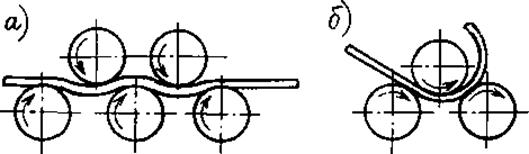
Исходный материал перед сваркой обычно подлежит предварительной подготовке: правке, резке, гибке, обработке кромок и т. д. Правку листов с целью устранения волнистости осуществляют на листоправильных машинах путем пропуска между верхним нижним рядами валков (рис. 8, а). Правка происходит за счет многократного перегиба, величина которого определяется зазором между валками. Для получения заготовок типа обечаек тонкостенных цилиндров используют гибочные машины (рис. 8, б), а для прямолинейной гибки гибкокромочные машины. Резка исходного проката на заготовки является наиболее распространенной операцией заготовительных участков. Основные способы резки: газокислородная, плазменная, резка на кривошипных пресс-ножницах гильотинного типа, резка дисковыми ножницами, вырубка в штампах, механическая резка на станках и пилах.
Рис. 8. Схема правки а и гибки б листового проката Газокислородная и плазменная резка имеют наименьшую производительность, меньшую точность и худшее качество среза, но являются наиболее универсальными, позволяют разделять металл по любому, в том числе криволинейному, контуру и находят широкое применение. Наряду с ручной резкой, применяют автоматические и полуавтоматические установки, позволяющие вырезать заготовки без предварительной разметки. Такие установки имеют фотокопировальное или числовое программное управление перемещением резака. Точность резки указана в табл. 6. Таблица 6 Предельные отклонения размеров заготовок для сварки
Газокислородную резку можно применять для материалов практически любой толщины, но при этом следует помнить, что резке подлежат только малоуглеродистые и среднеуглеродистые конструкционные стали с содержанием общего количества легирующих элементов до 5%. Резка листов на пресс-ножницах ограничена мощностью оборудования и наиболее распространена при толщине до 10...20 мм.
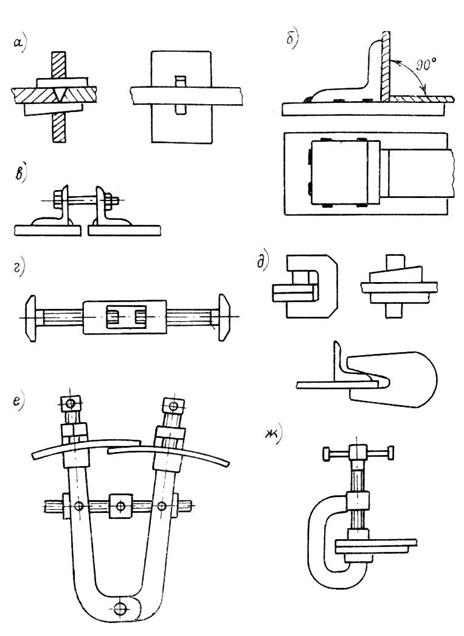
Приспособления для производства сварочных работ Оборка под сварку является трудоемкой и наименее механизированной операцией. Цель ее — установка и фиксация деталей в предусмотренном проектом положении с обеспечением свободного доступа к месту сварки. Поэтому по возможности при проектировании деталей следует предусматривать взаимно ориентирующие и фиксирующие элементы: канавки, проточки, буртики, упоры — фиксаторы: и т. п. Для крепления деталей перед сваркой и в процессе сварки применяют специальные или универсальные; приспособления. К универсальным приспособлениям (рис. 9) относят клинья а, упоры б, болтовые соединения с упорами на прихватках в, стяжки винтовые г, скобы д, стяжки рычажно-винтовые е, струбцины ж, домкраты и т. д. Универсальные приспособления используют в мелкосерийном производстве, все они имеют ручной привод, не обеспечивают высокой производительности, но являются простыми и дешевыми. Количество приспособлений может быть уменьшено при использовании прихваток, т.е. предварительных коротких швов малой высоты, которые фиксируют детали и устраняют их взаимное смещение в процессе сварки. При наложении основного шва прихватки переваривают. Площадь основного поперечного сечения прихватки не должна превышать 30% сечения основного шва, а длина не более (10…100) мм в зависимости от габаритных размеров и массы деталей. Прихватки наносят обычно через (400...800) мм по длине шва. В серийном и массовом производстве необходимо предусматривать специальные быстродействующие приспособления, содержащие гидравлические или пневматические прижимы, кондукторы, кантователи, манипуляторы, специальные стенды. Данные Приспособления позволяют повысить точность конструкций и производительность труда при сварке.
Рис. 9. Универсальные сборочные приспособления
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||